|
导线端子电气压接的性能说明
SAE/USCAR-21第四版 2020年1月
ISBN:978-1-4686-0151-1
目录表
1. 范围 本标准定义了无焊锡压接连接的验证测试方法和要求。本测试的目的是在实验室条件下模仿在通常的生命周期(15年和150000英里)的条件下能确保压接连接可保持足够的机械强度和电性能稳定。本标准应用于绞合汽车铜导线。仅在标准中有注明的其它结构或其它材料( 铝,电镀,钢芯,等)可适用本标准。本标准不适用于未提及的电线类型,比如同轴线缆压接。除非USCAR-21测试在该电线类型的测试规范中特别引用。
本标准基于汽车应用可接受的环境暴露水平。在任何有一些特殊应用车辆,如果产品属于本标准范围,但需要承受的环境又超出本标准提出的要求,它们必须通过模拟遇到的实际条件的特殊测试,然后才能被认为用于实际车辆应用中。经其供应商证明已通过本规范的特定适用部分的产品,不得用于可能超过产品可靠测试的条件的应用中。任何偏差认可均必须被收录和记录在最终的测试结果报告中。
本标准验证的压接应用是为了替代零件图纸上的压接信息。 端子供应商需为选择和测试压接工具并且提供具体的压接信息负主要责任,或为确保压接工具在线束加工供应商的实际生产加工过程中有效负主要责任。线束供应商需为验证所有压接产品符合本标准负责。
本标准包含的环境测试包括热冲击、温湿循环,用于考验所有端子导线连接产品在模拟野外环境下的性能。SAE/USCAR-21 测试表明可以检测出以下缺陷:压接刀片几何外形缺陷、镀层质量缺陷、芯线分布不均匀缺陷、导线芯线断裂缺陷。SAE/USCAR-21 作为连接器系统验证(如:SAE/USCAR-2)的补充必须被保证,以确保整个连接器产品的允许的压接高度范围内所有连接均性能合格。当然也包括连接器系统测试有而SAE/USCAR-21所不包括的测试,如:长时高温环境测试也是如此。
本标准包含的过程方法是为了覆盖普通性能测试和在(0-48V直流)低压环境最高环境温度125℃道路车辆环境的端子压接电性能测试。超出本标准的电压和温度如使用本标准的过程方法需得到OEM客户认可。
1.1 压接参数 1.1.1 压接连接的性能好坏表现在以下方面: • 压接性能的目视判别符合性,包括截面; • 机械性能,如端子导线的拉脱力; • 电性能,如端子导线的电阻或电压降。
1.1.2 压接的尺寸好坏表现在以下方面: • 导体压接高度(CCH) • 绝缘层末端 • 导体压接宽度 (CCW) • 喇叭口 • 绝缘层压接高度 (ICH) • 导体压接底部毛刺的尺寸 • 绝缘层压接宽度 (ICW) • 台阶(导体压接翼与绝缘层压接翼之间的落差) • 切断尾料 • 端子图纸上的信息 • 导体末端(电线辫刷的长度与高度)
2. 文档 2.1 文档结构 本标准要求为保证符合性,标准的USCAR-21测试报告在需要的时候,应该被用来与OEM沟通。在压接USCAR-21测试样品和其他标准所要求的测试样品的时候,端子/导线压接样品所使用的制程和模具需与生产过程保持一致。
允许使用独立开发的符合USCAR-21的,但和端子供应商图纸所列标准所不同的制程和模具。为保证一致性,注意使用符合USCAR-21的验证结果的压接设置替代那些不符合USCAR-21的压接设置文件。
(译注:此处“不符合USCAR-21的压接设置文件”,译者认为是指那些早期的延用致今的但不满足规范的文件和客户批准的文件。)
2.2 测试申请表/订单 2.2.1 样品,测试类型和特殊测试 实验室测试申请表/订单应该提供测试样品的记录和存放地址,区分测试类型要求(电性能,普通,特殊要求等)和非本标准的特殊测试要求描述等。任何对本标准测试方法的修改或结果偏差,在每次更改时,必须有详细的说明。
2.3 材料和过程标准 供应商需遵守本标准和一些相关图纸参考文件的要求确保的材料和制程。除非特别申明或法律规定,供应商需使用最新版本的适用图纸、参考文件和标准。
2.4 参考文件 • SAE/USCAR-2: 汽车电器连接器系统性能标准Performance Specification for Automotive Electrical ConnectorSystems • AIAG: 测量系统分析参考手册MeasurementSystems Analysis Reference Manual • SAE J1128: 低强度普通导线LowTension Primary Cable • SAE J1127: 电池线缆BatteryCable • ISO 19642-道路车辆-汽车线缆-尺寸与要求
3. 基本要求 3.1 记录保存 供应商应该保存重要的试验报告和校准记录。记录保存情况必须符合(如:ISO或AIAG)体系要求。
3.2 为样品提供的文件 所有的样品必须按照(如:ISO或AIAG)体系要求进行标识。
3.3 样本数量 该规范中的每一个试验都规定了最小样本数量。若只是部分样品符合或没有达到要求的数量就不能证明该样品符合规范,除非数量符合最小样本数量要求并且所选的样品都符合接收标准才证明该样品符合规范要求。决不允许选择较多的样本数量,然后从中选择符合要求的样品。若是这样,即使满足规定的最小样本数量要求,也不能证明该样品符合本试验规范。允许通过增加压接高度组的办法来确保至少3组连续压接高度(中值,“+1”,和“-1”倍压接高度公差)内符合要求。
3.4 默认测试公差 除非特别申明,默认测试公差由中值的百分比表示: a. 温度 ± 3°C e. 长度 ± 5% b. 电压 5% f. 时间 ± 5% c. 电流 ± 5% g. 力 ± 5% d. 电阻 ± 5% h. 相对湿度 ± 5%
3.5 默认测试条件 如果在产品设计规范、试验申请表/订单或本标准的其它地方没有提到试验条件,则按照如下的基本条件做试验: a.室温 23 ± 5°C b. 相对湿度 环境湿度(不控制) c.电压(直流) 14.0 ± 0.1V
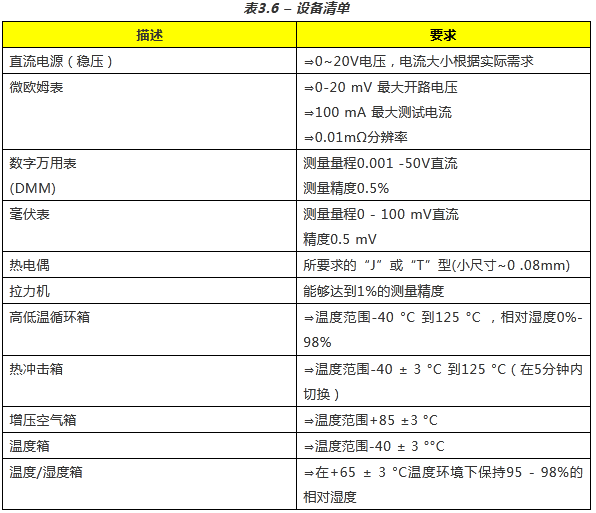
3.6 设备 表3.6重点标示出专用设备或用于USCAR-21测试有特定精度要求的设备。表3.6和在每个测试部分列出的清单没有包含全部设备,一些项目仍需使用传统的实验设备和供应商。在满足测试要求的前提下,对于特定测试设备量程要求满足时选用较小的量程是可以接受的。指定的设备量程可使用的设备量程更大的设备,但精度必须保证指定公差的要求。
3.7 定义和术语 技术术语定义被列在附录B中。缩写和首字母缩写被列在附录C中。
3.8 测量仪器的分辨率 除非特别说明,用于测量测试样品仪表与量规比所标参数数值要好,小数点要比所标参数数值精确一位。例如:导线直径是0.1mm与0.10mm可能实际数值是相等的, 可使用具有0.01mm精度的卡尺测量第一根导线,但测量第二根导线需要具有0.001mm精度的千分尺。
3.9 测试可重复性和校验 用于测试样品评估的所有设备应按照独立测试设备认证要求和适用标准进行周期性的校准和维护。AIAG出版物“测量系统分析参考手册”可以作为指导方针。用于USCAR测试的仪器和设备清单,最后一次校准的日期,以及下一次校准何时到期,应包括在每个USCAR测试报告中。
3.10 测试结果判定 表5.1列出了满足USCAR-21的要求。测试的结果应由正在运行的测试的验收标准确定。所有样品必须满足要求,无论样品年龄、测试周期或测试温度如何,除非指定了测试失败。具有交替压接高度的额外样本组可以进行测试,以帮助决定给定端子/线组合的标称和最小/最大压接高度。三个连续压接高度组(标称、高公差极限和低公差极限)必须满足要求,但在此范围外测试的组则不需要通过。
4. 测试和验收要求 4.1 一般测试要求 本节中的测试程序是作为独立测试编写的,可以作为独立测试使用。然而,它们通常以序列测试格式使用,需要常识来克服样品准备或程序中的任何冗余。
例如,如果样品已经按顺序为前面的测试准备了样品,那么显然应该跳过该独立测试的样品准备步骤(包括这样测试就可以用作独立测试)。(注释:大于6mm2电线上压接的端子的电阻测量方法,已从4.5.3干电路电阻改为4.5.6电压降法,从而获得更好的测量精度。)
4.1.1 尺寸特性 零件结构应符合适用零件图的最新修订中规定的尺寸、形状和细节属性)。
4.1.2 材料特性 每个测试样品中使用的所有材料应符合适用零件图最新修订的材料规格。 1. 任何工程开发、原型或生产部件都可以提交用于测试。 2. 用于测试的样品应通过描述、零件编号和版本进行识别。 3. 对于验证测试,当测试开始时,所有部件都应处于“为车辆装配供应的”状态。同样的条件必须适用于测试样本。 4. 为任何测试提交的样品应按照附录E准备。
4.2 目视检查 4.2.1 目的 本测试用于记录测试样品的物理外观,并使用描述、照片与/或视频协助评估环境条件对测试样品的影响。在大多数情况下,测试可以由一个人在冷白色荧光照明下完成。
4.2.2 样品 1. 样品必须符合规定的条件与任何要执行的附加测试的要求。 2. 为了较好地进行比较,特别是当样品仅有一些微细的外观变化的时候,建议提交一个额外的样品作为封样件保存。
4.2.3 设备 1. 能够产生清晰图像的视频和照相设备。
4.2.4 步骤 1. 在测试和/或处理之前,应目视检查每个测试样本,详细注意任何制造或材料缺陷,如裂纹、弯曲、变形等。对需要测试的具有代表性的样本进行照片和/或视频记录,并保存一个适当标记的对照样本。
2. 在测试和/或处理之后,重新检查每个测试样本,并详细注意任何可观察到的变化,如物理变形、裂纹等。将测试和/或环境处理样本与对照样本进行视频和/或照片比较,记录测试报告中的任何差异。需要一个额外的样本作为对照样本。
3. 如果端子供应商的外观要求比下面规定的更严格,则应使用端子供应商规格。
4. 在所有测试完成并获得所有数据后,将测试样本返回给申请者。
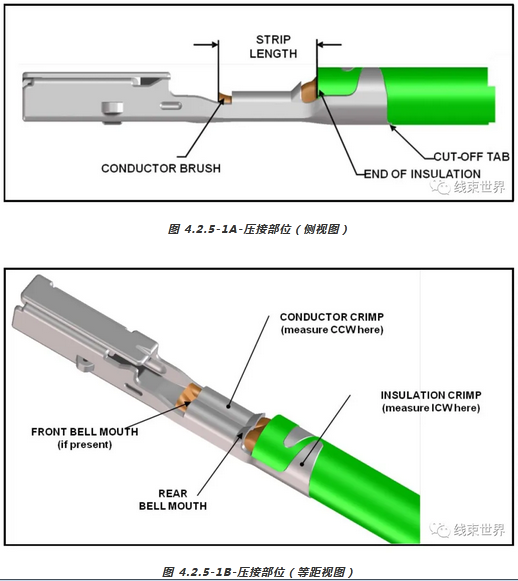
4.2.5 接受标准 1. 总体外观 确认压接操作不影响端子的接触、锁止、连接器配合或插入功能。这些特性作为USCAR-2测试的一部分进行验证。适用属性见图4.2.5-1A和4.2.5-1B。
2. 导体末端 导体的末端必须延伸到导体压接的前部边缘以外。端子的插入和锁定功能不得受导体突出端的影响。密封垫不得被芯线损坏,并可能需要控制芯翼前面的线芯。详情请参考4.2.5-6(本节-导体压接)。
3. 绝缘层末端 绝缘的末端必须在导体压接翼和绝缘压接翼之间的窗口中可见,使导体可见,并应尽可能在窗口中部。在任何情况下,绝缘层都不能被压接在导体压接翼。
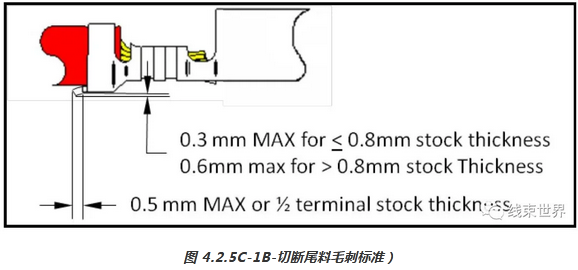
4. 切断尾料(突脐) a. 切断尾料长度不得超过0.5mm或1/2端子材料厚度,除非零件图纸中另有说明,否则执行二者中较大的那个。 b. 除非零件图纸上另有规定,端子材料厚度≤0.8mm时,切断尾料的毛刺不得超过0.3mm;端子材料厚度>0.8mm时,切断尾料的毛刺不得超过0.6mm 。参考图4.2.5c。 c. 切断尾料与毛刺不得影响端子插入连接器的功能。
5. 喇叭口 导体压接应在与绝缘层压接最近的压接一侧产生一个喇叭口。前喇叭口是部需要的,但是导体压接可能在导体压接的前缘有一个喇叭口,离端子本体最近。图4.2.5D和4.2.5E说明了最大允许喇叭口和最小允许喇叭口。USCAR不控制这些尺寸。适用值可由端子制造商或客户提供。
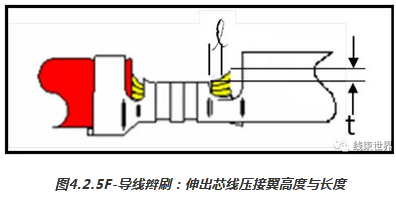
6. 导体压接 所有的股丝必须被封闭在压接翼内;在压接之前,不允许有股丝没有被压接或断裂。对于≤3mm2的电线,电线辫刷长度(图4.2.5F中的l)不得超过0.5mm(超出芯线压接翼),除非特定连接器设计的连接器制造商,或环端设计的端子制造商对其进行验证并可接受。电线辫刷不得干扰任何下游装配过程(比如热收缩、TPA等)。
7. 使用密封垫的导体压接 如果压接用于带有密封垫的连接器,验证应符合连接器供应商的USCAR-2相关方向的电线毛刷长度和高度。如果没有连接器供应商的建议,电线辫刷的长度不得超过0.5mm(超过芯线压接翼),并且在所有允许的CCH上,股丝应与芯线压接水平或低于芯线压接(图4.2.5F中的“t”必须≤0)。前喇叭口(在压接的辫刷侧)不得用于通过密封垫加载的端子上。(在插入时,喇叭口的顶部会很锋利,可能会损坏密封垫。)
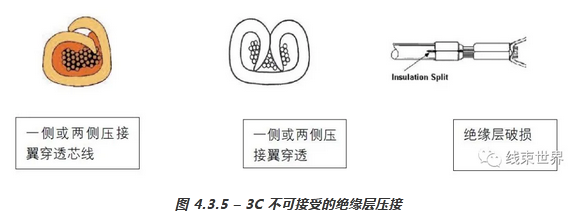
8. 绝缘层压接 绝缘层压接的目的是在压接的导体上增加应力的缓解。这将压接的和未压接的钢丝股丝之间的应力移动到线芯的未压接的部分。测试实验室必须确定可接受的ICH范围和压接工装要求,以满足这些要求,并在生产中遵循。标准是: a. 绝缘压接必须在至少3个位置接触绝缘线缆的表面。 b. 绝缘压接不得干扰任何后续操作。 c. 绝缘压接不得将绝缘层挤入电线股丝内(CUS)。 d. 绝缘压接不得干扰端子插入其塑料连接器孔位内。 e. 绝缘压接不得裂开或损坏电缆。使用图4.3.5-3A、B和C作为标准。 f. 绝缘压接(如果有喇叭口)上的喇叭口不得超过绝缘压接公差。
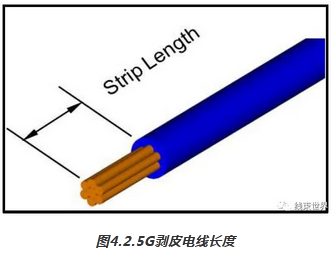
9. 压接前的电线导体外观 a. 剥皮的股丝不得被切割、缺失、过度切割(显著的股丝减少)或拉伸。 b. 绝缘层不得刺入或嵌入芯线内。 c. 如图4.2.5G所述的长度应符合适用的要求(不受USCAR-21控制)
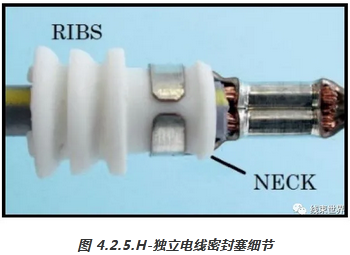
10. 独立电线密封塞压接 a. 如有规定的话,密封塞须符合端子制造商的产品规格的纵向密封位置。(除达到适当的位置外,参考4.6处的密封塞保持力测试必须通过,以确保其安全。) b. 密封塞唇边必须没有损坏。参见图4.2.5H见唇边的位置。 c. 密封塞颈部的末端必须在绝缘和导体压接之间的区域内可见。预计一些在颈部末端没有轮毂的电线密封塞设计将无法通过4.6节的保持力要求。在这些情况下,需要对密封塞重新设计。 d. 电线绝缘必须在密封塞下可见。请见图4.2.5H作为正确位置的示例。
4.3 截面分析 4.3.1 目的 截面分析被用来帮助确定为什么压接通过或不通过这个测试的部分。未能通过电气测试可能是由于不均匀的股丝分散,压接翼未能充分闭包,空洞,压接翼触底等。
4.3.2 样本大小 每个压接高度至少应评估一个试样。应获得并记录最小、最大和标称生产压接高度的数据。
4.3.3 设备 横截面样品检测有很多专门的设备。设备的选择由供应商决定,但应能够在对端子和电线股丝的干扰最小的情况下对压接进行切片分段。
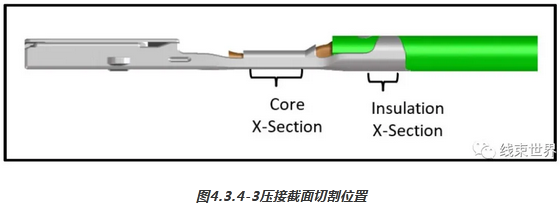
4.3.4 步骤 1. 为每个样品做截面并拍照片以供分析。. 2. 对所有芯线压接应用的每个压接高度(中值、最小和最大公差)进行截面分析。 3.截面应该位于图4.3.4-3所示区域内,尽量靠近中部。芯线截面必须在芯线压接内的沟槽之间(俗称加强筋,端子为了提高拉力而在压接区特意增加的刻划出来或压印出来的沟槽) 芯线和绝缘层都需要截面。
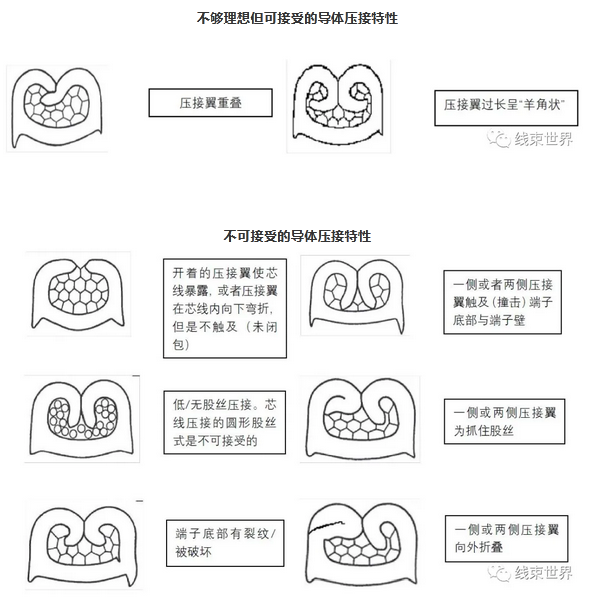
4.3.5 接受标准 1. 导体压接的截面视图必须符合图4.3.5-1。请注意,如果有OEM客户的批准,如果显示所有其他要求都得到满足,则不可接受的属性可能被认为是该客户可以接受的。每个客户需要分别批准差异,因为一个客户不能批准不同客户的差异。预计OEM只批准与技术理解的原因和状况的严重性。客户审批流程见5.2
● 对称的 ● 芯线完全变形(没有圆形的股丝) ● 压接翼只接触导体 ● 端子底部无裂纹/断裂 ● 在压接顶部芯线压接翼“闭包“(无间隙) 图 4.3.5-1 导线压接截面标准
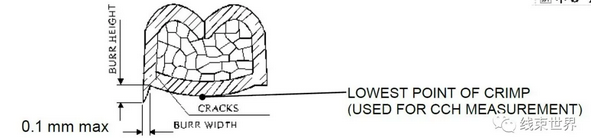
2. 对于材料厚度≤0.8mm端子,压接底部的毛刺宽度不得超过0.1mm,对于材料厚度>0.8mm端子,毛刺宽度不得超过15%端子材料厚度。(为了精确测量压接高度,建议毛刺高度不超过压接底部最低点。)毛刺不得损害后续操作。当使用密封垫的时候要尤其注意毛刺对密封垫的损害。密封性能按照USCAR-2 连接器设计的各要求验证。 图 4.3.5-2—导体压接毛刺细节
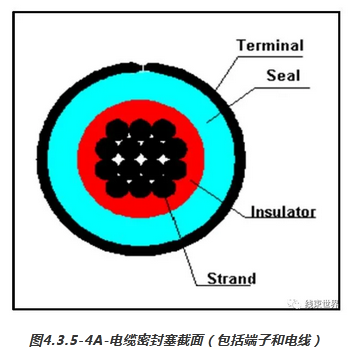
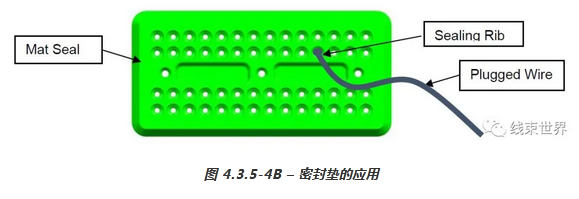
3. 绝缘层压接截面(不带电线密封塞)必须满足如图4.3.5-3A所示的理想状态,或图4.3.5-3B所示的可接受状态,如图4.3.5-3C所示不可接受状态的截面积视图是不允许的。对于无标准绝缘层压接设计的可接标准,请参考端子制造商的建议;一些绝缘层压接承担部分端子/连接器孔保持系统的功能,功能失效将导致不合格。 4. 电线密封塞的唇部不得有割伤或划伤。如果满足密封保持要求,则允许在密封塞颈部出现较小的破损。绝缘层压接翼不允许穿透密封塞颈部。见图4.3.5-4A密封塞压接截面说明及图4.3.5-4B密封垫说明 5. 压好的端子和电线的设计必须避免在插入密封垫过程中造成密封垫唇部损坏(如撕裂和割伤)。参照图4.3.5-4B样品截面示图。密封性能测试遵照USCAR-2 标准。 4.4 芯线压接拉拔力(拔出力、拉脱力)测试 4.4.1 目的 本过程详细描述了对压接连接保持能力的测量方法。拔出力试验不用于确定压接应用的整体性能。仅用来作为机械压接方面的性能评估。他将用来确定压接在操作过程的机械极限。在线束安装过程与汽车组装过程中,可能需要更多的保护以确保支路不被损坏。
4.4.2 设备 1. 测量压接高度和宽度的设备 2. 打开压接翼的工具,或者其他可以打开绝缘层压接翼并不损坏导线芯线的合适的方法。(注:可以在芯线压接的同时采用不压接绝缘方式来避免打开塑线压接翼的步骤) 3. 力测试仪(拉力机) 4. 剥头机、尖嘴钳和/或斜口钳
4.4.3 样品 1. 每个测试的压接高度至少需要20个样品进行测试(最少需要3档压接高度,通常提供5档压接高度样品以供更好地选择)对于线径超过一种得多芯并压线需要增加样品(见4.4.4节第7和第8段)
4.4.4 步骤 1. 拉拔力测试时需要将绝缘压接翼打开(或不压接)。
2. 拉拔力测试需要预先拉紧导线(如,为防止拉拔力测试之前出现不正确的猛拉现象,需测试前将导线拉紧)。
3. 用千分尺记录下每个样品的芯线压接高度和宽度 。参考附录E,6-8节
4. 如果绝缘层压接翼没有打开,用去压接器获取其他合适的工具将其打开以确保拉力仅反映芯线压接连接性能。
5. 目视判别压接翼打开的区域以确保芯线无损坏。如有损坏不得使用。
6. 测量和记录每个样品的拉力,以牛顿为单位。
7. 轴向运动速率在50~250mm/min(建议100mm/min)。
8. 对于2线并压、3线并压或多线并压,并导体均在1 mm2 以下的。拉最小的导线。(如对0.35/0.50并压,拉0.35 mm2导线)
对于对于2线并压、3线并压或多线并压,并导体含大于1 mm2 的,需要拉最小截面一根和最大截面一根拉力。(如对于0.50/1.0并压,两根都要分别测试;对0.5/1.0/2.0三并压,拉0.5 mm2和2.0 mm2导线;对0.5/0.5/2.0三并压,拉0.5 mm2和2.0 mm2导线。)在此情况下,每档电线尺寸测试需要20个样品。每个拉力值的测试都需要使用新的样品。
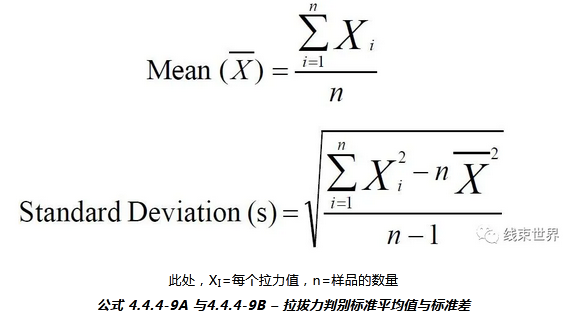
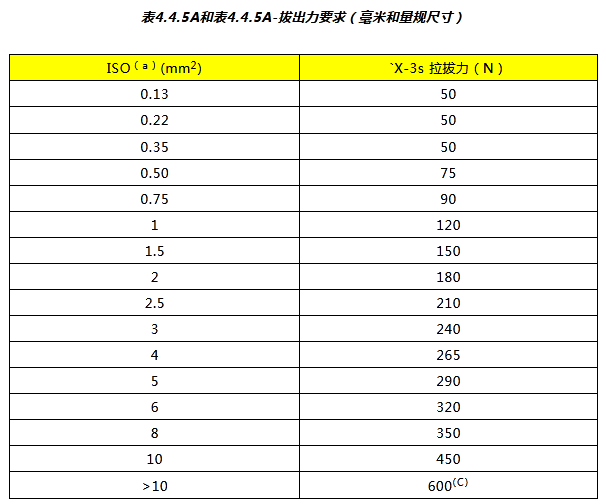
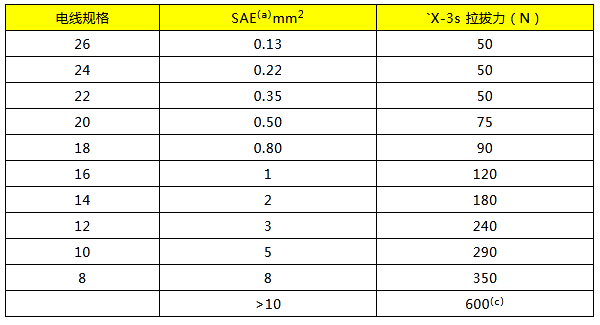
9. 使用下列公式计算平均值和标准差(使用EXCEL或其他合适的电子表格计算6-9步骤获得的拉力结果的平均值和标准差),报告上体现每个压接高度的最小值、最大值、平均值(`X)、标准差(s)和平均值减3倍标准差( `X -3s)。 10. 报告要记录下所有目视检查的结果。 4.4.5 接受标准 对于使用公式4.4.4-9A和B计算出的( `X-3s)需符合或大于表4.4.5中的对应拉力值。对于未在表中列出的线径值的导线可以使用表4.4.5的线性插值法计算对应的拉力值。
注:拉力值作为压接质量的标志。当因为导线拉拔力的原因(与压接无关)造成拉力达不到表中所列标准,需要通过工程更改提高导线来解决。
(a) ISO标准尺寸基于 ISO 19642 第四部分,SAE 基于SAE J1127 和 J1128. (b)对于需要特殊处理与控制的0.13mm2 (26 AWG)或者更小的电线尺寸,不包含在本标准中。 (c)对于> 10mm2 要求的是最小值能达到。不需完全拉断,也不需算出(`X -3s)的值。
4.5 电性能测试 4.5.1 电流循环测试 (ECC) 4.5.1.1 目的 电流循环是一种加速老化试验,强调了热循环对端子接触面和导体压接的膨胀和收缩的影响。此测试除了ENV之外,在运行时是可选的。经客户批准,它可以代替ENV(见表5.1),但必须在图纸上注明,并需要客户批准。通常,应该做加速环境测试(4.5.2),而不是ECC。
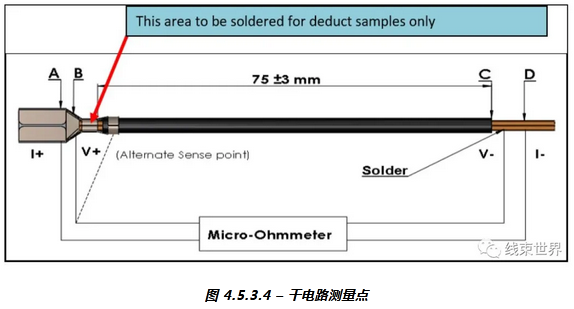
4.5.1.2 样品 1. 任何工程开发、样品、产品的端子,尤其是用于高电流或电源电路的,可以提交用于测试。 2. 为每个要测试的压接高度准备至少10个样本。(注意验证需包括用于测试与验证的最小、最大和中值建议生产压接高度)。此外,准备三(3)个样品(任何压接高度),并将焊料应用于导体压接,如图4.5.3.4所示。将这些标记为“扣减”样本。不要对扣除的电缆样品进行任何环境调节。扣除样品的电阻只在新的(无条件的)部位上测量。
3. 如果有对配端子,将对配端子连接接在测试样品相反端。整个样品长度最少150mm。对配端子的压接处应该焊锡。将样品联成一个连续的串联回路。
4. 没有对配端子的测试样品端子应仅应用于测试电缆的一端。将样品尾部导线剥皮,并焊接在另一个样品的端子盒部(位)或者片部(位)形成一个连续的串联回路。
5. 并压线端子仅需测试其中一根导线。对配端子应连接(压接和焊锡)在最大线径导线的末端。
4.5.1.3 设备 1. 电源-能提供测试所需电流的稳压交流或直流电源。
2. 循环计时器.
3. 安培计或电流分流器/电压表
4. 电压表
5. 电压探测引线-实芯导线,直径0.22mm或更细(镀锡或未镀锡均可)
6. 焊接机- Tweezer Weld TW-3 或相似设备
7. 端子测试台
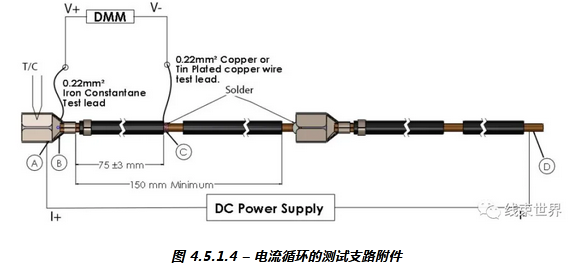
4.5.1.4 步骤 1. 按照第4.5.2节要求执行目视检查零部件 2. 电压表测试线需按照图4.5.1.4连接到端子上。所有样品均按此相同位置连接。如果塑线压接翼未触及芯线,电压表正极V+可以连接在塑线压接翼背面。
3. 在每根测试线上接上测试线,接线位置在如图4.5.1.4中C 处的导体压接的后边缘处,距离导体压接点位置75±3mm。
4. 将所有被测样品和三个扣除样品连接在一个串联电路中。在按图4.5.1.4(A)和(D)位置接上电流测试线。
5. 样品松散地摆放在测试台上,端子间隔要大于35mm。
6. 将测试支路连接到电流表(或适用的电流分流器)和带时间控制的电源。
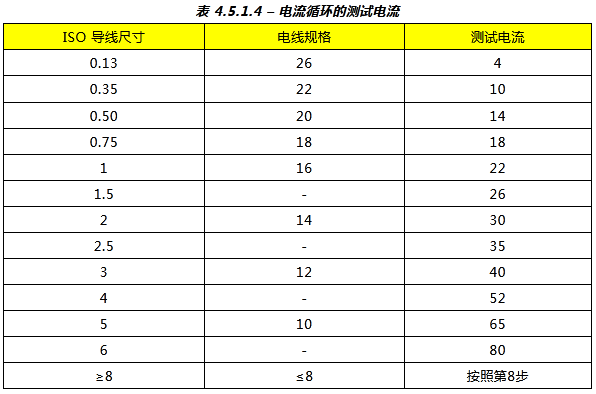
7. 使用表4.5.1.4中所列的电流测试。如导线线径未在该表中列出时可以使用线性插值法确定(例如:通过前后两点连线读出该值)。如果导线大于等于8mm2,执行第8步。
7. 对于0-8mm2电线的尺寸,使用表4.5.1.4来决定测试电流。对于不在列表中的0-8mm2导体尺寸的测试电流,可以通过线性插值发来确定。
8. 对于等于或大于8mm2的电缆,使用下面的步骤确定测试电流(步骤a、b和c的一个可接受的替代方案是执行SAE/USCAR-2中规定的“最大测试电流能力”测试)。 a. 将热电偶连接到样品底部的一个点上,就在导体压接的前面。焊接或环氧是可以使用的。
b. 在室温下将预估电流的75%应用于电路。
c. 允许电路达到稳态温度。当被测样品上的压接在5分钟内变化小于2°C时,温度是稳定的。
d. 测量温度,并计算温升。如果温升小于端子供应商推荐的最高温升或55 C,以较低者为准。那么同步持续增大电流0.5A,直到达到该温度为止。
e. 端子制造商推荐的最高温升或55℃达到的电流,以较低者为准,即为测试电流。 9. 施加电流200小时±8小时,测试电流循环打开45分钟±2分钟,关闭15分钟±2分钟。
10. 在试验开始2小时±1小时后和试验结束时(200小时±8小时)测量电压降。样品应通电至少30分钟,以使温度稳定。在图4.5.1.4的B点和C点之间进行测量。记录所有被测试样品的压降,包括扣除样品。测量时记录串联电路中的电流。
11. 测量三个焊接扣除样品的电压降。计算平均值。在后续步骤中请求时,在后续步骤中使用平均值作为值来“扣除。
12. 通过从步骤11中计算的平均扣除电压降中减去样品的电压降,计算导体压接与电缆之间的净电压降。通过将所有净电压降值(单位mV)除以测量的电流(单位为Amps)来计算电阻。记录测试值(将以m欧姆为单位)。
13. 记录: a. 所有电压降测量值和所有计算的电阻值。
b. 每个数据组的平均、低和高电阻值。
c. 样品的描述。
d. 测试条件。 e. 使用的仪器,上次校准的日期,以及下次校准到期的时间。 f. 标称CCH组中至少一个样品的温升。 g. 观察结果 [注意:如果压接是理想的(基本上没有电阻),则构建扣除样本以模拟压接的电阻)。它是作为一个稳健的参考电阻。历史数据证实,焊接“扣除”部件的阻力是稳定的,在SAE/USCAR-21加速环境条件下不会改变。]
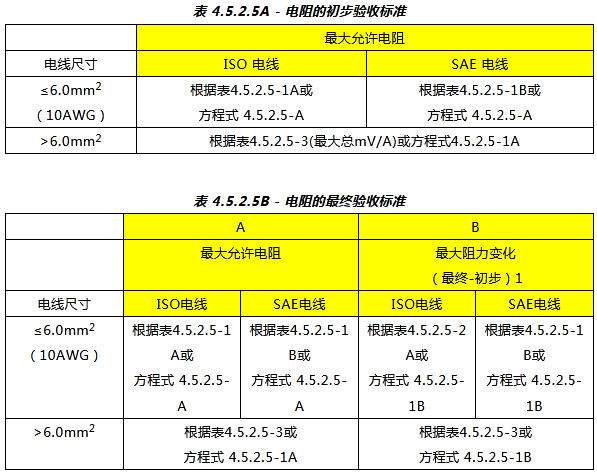
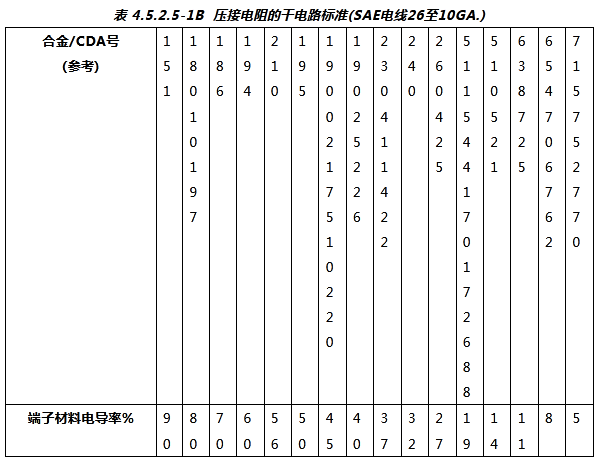
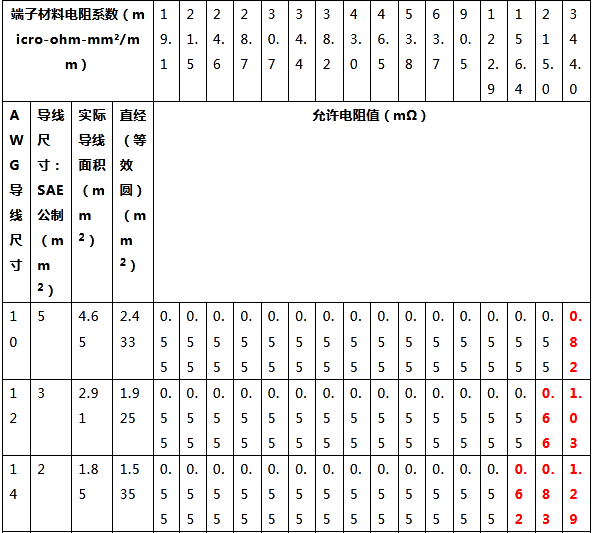
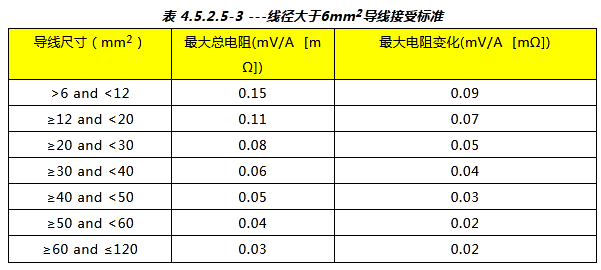
4.5.1.5 接受标准 使用第13a项计算的电阻值,需遵循表4.5.2.5A和4.5.2.5B中的标准。
4.5.2 加速环境暴露试验(ENV) 4.5.2.1 目的 本程序描述了基于对部件进行一系列环境暴露的测试。
4.5.2.2 样品 为每个要测试的压接高度准备至少10个样本(注意验证需要用于测试与通过的最小、最大和平均建议的生产压接高度)。此外,准备三(3)个样品(任何压接高度),并将焊料应用于导体压接,如图4.5.3.4所示。将这些标记为“扣除”样本。不要对扣除电缆样品进行任何环境调节。
4.5.2.3 设备 整体的或分离的温度/湿度循环室。
4.5.2.4 步骤 1. 按照4.2对样品进行目视检查。
2. 测量三个扣除样品的电阻,对于规格≤6mm2的电线,参考4.5.3节使用干电路电阻测量;对于规格>6mm2的电线,参考4.5.6节用电压降除以电流。计算平均值并记录为“扣除”值。在后续步骤中需求时使用此平均值。 3. 测量所有测试样品的初始电阻,对于规格≤6mm2的电线,参考4.5.3节使用干电路电阻测量;对于规格>6mm2的电线,参考4.5.6节用电压降除以电流。从测量值中减去平均扣除值,得到初始电阻测量。记录这个数值。 4. 对测试样品(但不针对扣除样品),按照4.5.5节(72次循环/3天)的进行热冲击。 5. (可选)取中点电阻读数(对于规格≤6mm2的电线,参考4.5.3节使用干电路电阻测量;对于规格>6mm2的电线,参考4.5.6节用电压降除以电流)然后减去平均扣减值。请注意这个值,如果是测量的,是供参考的且不是要通过的标准的一部分。 6. 根据4.5.4节,对测试样本执行(4个循环/4天)的温湿度暴露测试(不是扣除样本)。 7. 测量测试样品的电阻,对于规格≤6mm2的电线,参考4.5.3节使用干电路电阻测量;对于规格>6mm2的电线,参考4.5.6节用电压降除以电流。从测量值中减去平均扣减值。将结果记录为“最终电阻”或“最终压降”。记录此值。从这个终值的步骤2中减去初始电阻值,并记录为“电阻的变化”。 8. 按照4.2进行目视检查。
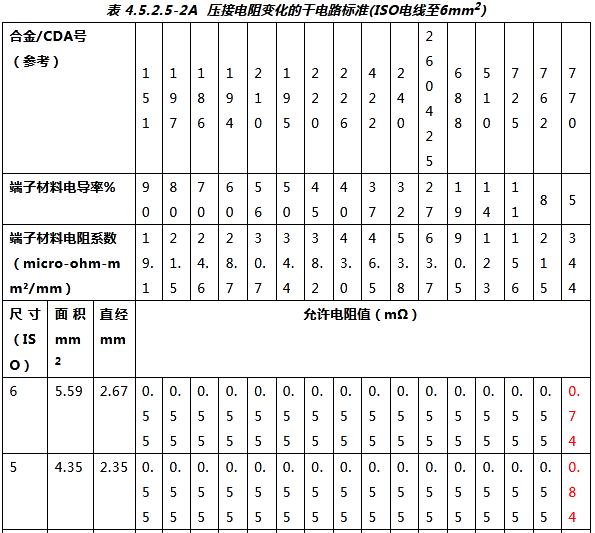
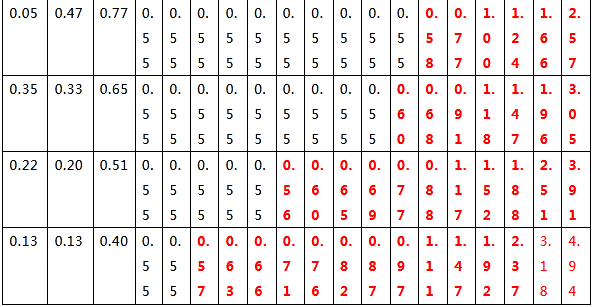
4.5.2.5 接受标准 1. 对于3个连续导体压接高度的所有样品(代表预定过程的下限、中值和上限),初始电阻应满足表4.5.2.5A。
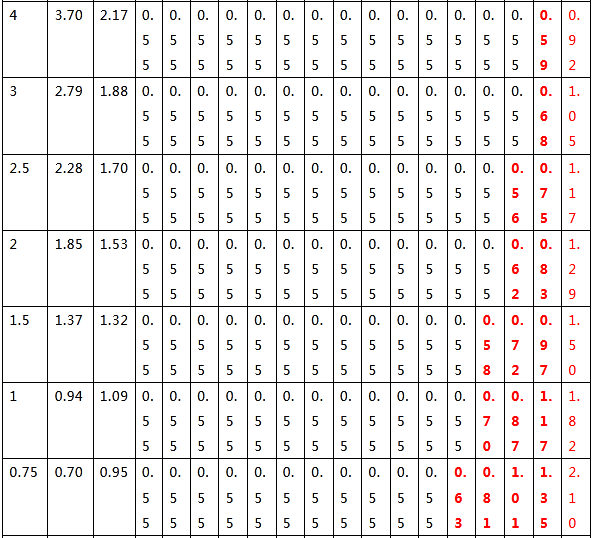
2. 所有连续3个导体压接高度的样品的最终电阻(代表预期过程的下限、中值和上限)必须满足表4.5.2.5B中的A列或B列(不需要满足两者)。
1 变化=阻力(最终)-阻力(初始)。偶尔一个结果是负的(当阻力下降时)。当这种情况发生时,报告该值,即使它是负值,将负值视为“小于0的变化”,因此符合标准。
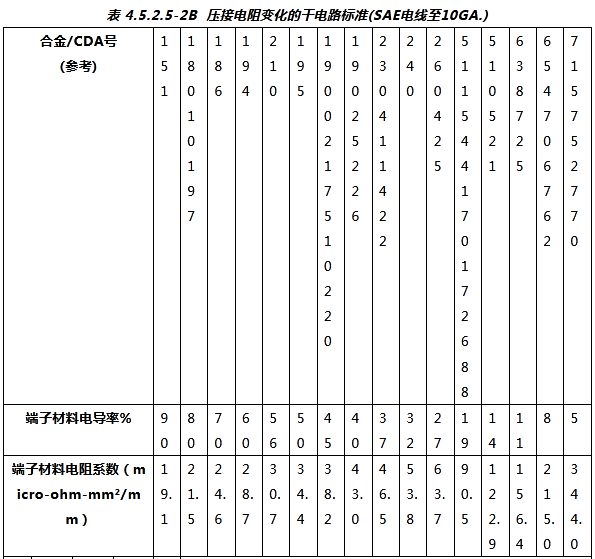
注:表4.5.2.5-2只列出了普通合金的选定端子电导率值。如果需要的清单不在表中,则使用表值作为下一个更导电的材料。
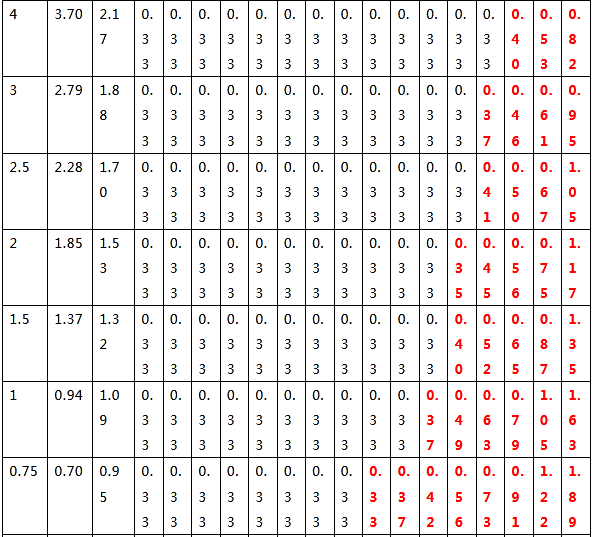
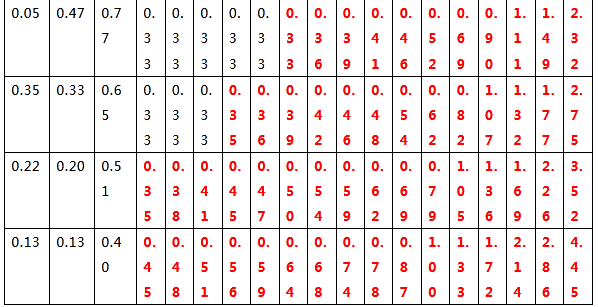
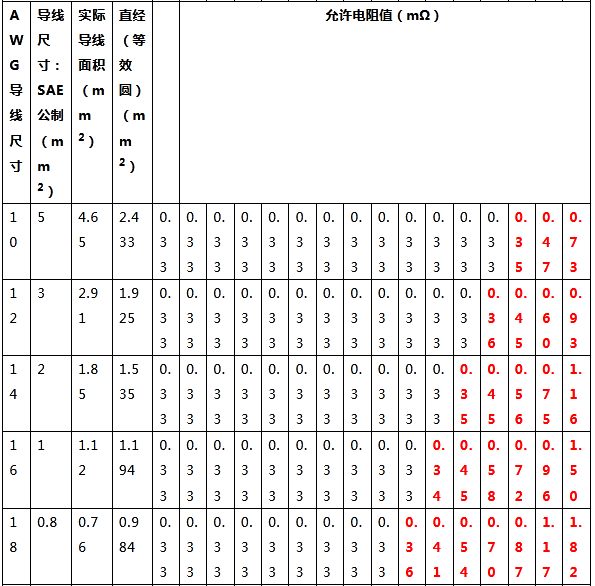
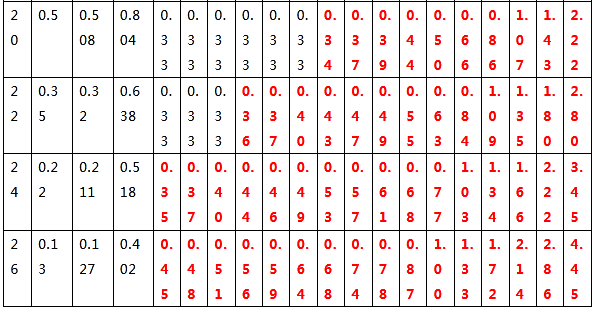
表4.5.2.5-1A和4.5.2.5-1B的计算标准: Rmax=0.011x( r1 + r2 )/(2d)
表4.5.2.5-1B和4.5.2.5-2B的计算标准: Rmax=0.0099x( r1 + r2 )/(2d)
此处: Rmax=允许的电阻率(单位为mOhms) Rchange=允许的电阻率变化(单位为mOhms) r1 =导体的电阻率,单位为μOhm-mm²/mm (对于Cu, r1 =17.2,根据国际退火铜标准IACS) r2 =基材端子材料的电阻率,单位为μΩ-mm²/mm(顶部镀层不考虑) d =与导体总截面积相同的圆的直径,单位为mm
注:以上方程通常用于非铜导线、不寻常的合金材料或非标准电线尺寸。对于标准配置,最好使用表格,因为消除了计算错误的机会。有关此公式的推导说明,请参阅附录D。
方程4.5.2.5-1A和4.5.2.5-1B-基于电阻准则的计算
4.5.3 静态连接干电路端子电阻的测量方法 4.5.3.1 目的 本过程描述了如何在干电路条件下,测量静态接触的端子电阻,这将不会通过绝缘膜的破坏或接触凹凸不平的软化而改变该电阻。干电路条件要求整个测试样品的电压≤20mV,通过样品的最大电流≤100mA。在这些级别上的性能体现了在任何较低的激励级别上的接口性能。
4.5.3.2 设备 微型欧姆表
4.5.3.3 步骤 注:对于多根电线的压接样品,对每根单独的电缆适用此步骤。这甚至适用于配置,其中相同大小的电线被使用一次以上,除非客户已经批准了偏差。
1. 按照4.2对样件进行目视检查。如果检查显示没有添加测量点,则在电缆上准备电阻测量点,距离终端导体压接的后边缘75mm±3mm(或根据协议,一个一致但不同的值),并将焊料应用于测量点C,图4.5.3.4(线的剥皮端),以获得一致的读数。如果检查显示“扣减”样品尚未焊接,请将焊料添加到图4.5.3.4中位置B右侧的压接区域。确保只有扣除样品在这个位置焊接。
2. 在测量样品完全干燥,没有清洗液或水对样品造成腐蚀。
3. 保证样品的相对运动被最小化,以减少运动对测量值的影响。
4. 如果还没有做,测量带有焊接压接的“扣除”样品的电阻。计算平均值并记录。测量是在距离端子导体压接后边缘75mm±3mm的点上进行的。
5. 测量和记录端子上测量点B和点C之间的电阻,就在导体压接前面(图4.5.3.4)。如果V+引线不接触芯线,则可能在绝缘压接翼上。注:需按图示需要4线测量。允许使用“电阻测量夹(鳄嘴夹)”,但所示的焊接方法是一个更好的实验室实践,因为电阻测量夹可能会导致错误的失败,如果测量夹没有良好的接触。
6. 计算并记录压接电阻。压接电阻等于步骤5中测量的总电阻,减去步骤4中测量的平均“扣除”样品电阻。
4.5.3.5 接受标准 这仅仅是一个测量过程,因此不存在接受要求
4.5.4 加速温/湿度循环调节-24小时循环测试步骤
4.5.4.1 目的 1. 本过程定义了加速温/湿度循环调节测试。 2. 加速温/湿度循环调节是用来确定连续暴露于高湿度和高低温环境对电气和电子元件的影响 3. 高低温和潮湿环境可能造成金属腐蚀,降低其它材料的性能,形成支路之间的电桥导通。
4.5.4.2 样品 按照4.5.3.2节准备样品。注意:同一组样品应连续暴露于热冲击(T/S)和温度/湿度(T/H)条件下,并通过本规范中描述的干式电路或电压降步骤进行测量。
4.5.4.3 设备 1. 湿度舱 2. 强制空气温箱 3. 温度舱 4. 自动温度/湿度循环舱。此设备可替代上面第1、2、3列出的设备。
4.5.4.4 步骤 将测试样品按照下述顺序依次暴露于环境4个周期。 a. 在+65 ± 3 °C 95-98% RH 环境下保存16小时 c. 在+85 ± 3 °C 湿度不控制的环境下保存2小时
b. 在-40 ± 3 °C 湿度不控制的环境下保存2小时 d. 在+23 ± 3 °C 湿度不控制的环境下保存4小时
在规定的温度/湿度周期内,样品从一个环境到下一个环境的最大转移/过渡时间为1小时。当舱室达到目标温度时,循环计时开始。定义周期中列出的所有时间段都有±5分钟的公差。
4.5.4.5 接受标准 本过程仅是条件处理过程没有接受标准。
4.5.5 热冲击处理过程 4.5.5.1 目的 本测试规范详细说明了在交替的高温和低温环境下测试电气和电子元件功能可靠性的步骤。这两种环境之间的快速转移测试了样品承受剧烈温度变化的能力。
4.5.5.2 样品 1. 确保电缆绝缘能承受严格的试验条件。
2. 根据4.5.3.2准备样品。同一组样品应连续暴露在T/S和T/H条件中,并通过本规范中描述的干电路或压降步骤进行测量。
4.5.5.3 设备 热冲击箱或单独的冷热舱。
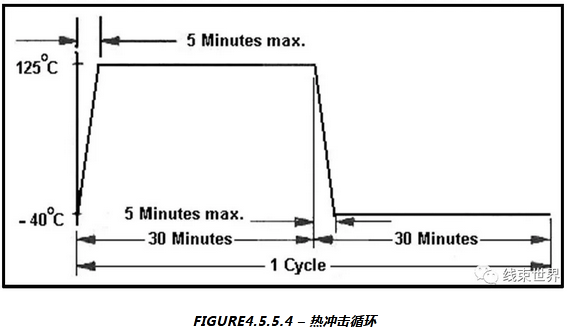
4.5.5.4 步骤 1. 按照4.2进行目视检查。 2. 每4.5.3执行干电路电阻。 3. 设置必要的温度、停留时间和循环次数。 4. 允许腔室有足够的时间来达到要求的温度。 5. 将样品放入转移篮中。检查测试样品不能堵塞传送机构。 6. 按照图4.5.5.4启动测试程序。
7. 测试步骤完成后,关闭热冲击室舱,取出样品。 8. 按照4.2进行目视检查。 9. 如果执行的话,需要报告操作温度,停留时间,循环次数和评估测试。
4.5.5.5 接受标准 这只是一个条件处理程序。没有验收标准。
4.5.6 电压降测量过程 此测试旨在用于端子压接在>6mm2导线的电压降测试。
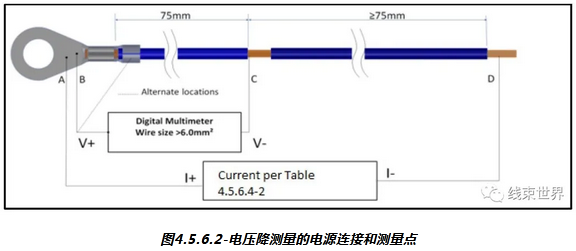
4.5.6.1 目的 1. 本程序定义了在高能条件下测量静态压接连接的终止电压降。它将用于验证端子/导线组合,其中线芯截面积>6mm2。 2. 电流被施加到被测试的样品上,这样就可以测量终端的电压降。在此测试期间,电源电压允许浮动。
4.5.6.2 样品 1. 每个受测压接高度的至少10个样本应提交用于测试。数据应获得并记录不少于3个连续(最小、最大和中值)生产压接高度。额外的压接高度可以包括在测试中,以确保至少有3个连续的压接高度,以满足电压降要求。这些样品也可用于加速环境暴露和电压降测量后的拉力测试样品。
2. 准备3个额外的样品,用于确定4.5.6.4-步骤6中要求的扣除压降。这些“扣除”样本上锡焊压接处。(电压降将以与被测样品相同的方式测量。这些“扣除”样品与其他在测样品在将是相同的长度,电线类型和端子类型,除了端子压接处将被锡焊。使用在这3个“扣除”样本上测量的平均电压降作为本测试的扣减值。
注:建议样品长度为150mm,但任何样品长度>150mm是可以接受的,只要不影响样品的处理与使用过程。如果样品为本试验串联供电,则可能需要更长的电线长度。对于扣除样本使用与TUT相同的长度。
3. 在电缆上距离端子导体压接的后边缘75mm±3mm的一个点上准备测试样品上的电压降测量点。
4. 在中心剥皮或电线末端剥皮,在图4.5.6.2的测量点C进行锡焊(以获得一致的读数)。如果压接翼不接触导线导体线芯,则V+测试引线可连接到绝缘压接翼上。 注:同一组样品应连续处于在T/S和T/H暴露下,并使用本规范中描述的电压降程序进行测量。
4.5.6.3 设备 1. 直流电源0~20V,电流根据要求(0~20V,100A min)
2. 数字电压表
3. 测试台
注:样品的相对运动应最小化,以减少对测量值的影响。这是露天测试台。为了保持重复性,应注意避免来自暖通空调、开着的窗户等的气流。
4.5.6.4 步骤 注:对于多根电线的压接样品,对每根电缆适用此步骤。这甚至适用于配置,其中相同大小的电线被使用一次以上,除非客户已经批准了偏差。
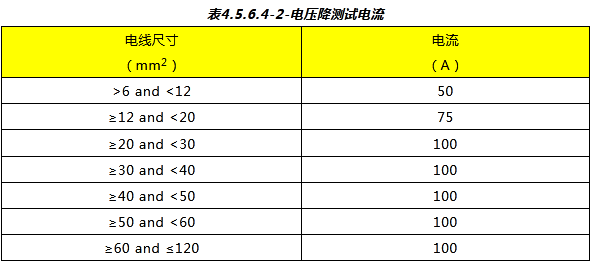
1. 按照4.2对样品进行目视检查。 2. 在图4.5.6.2的A点和D点,按表4.5.6.4-2的电线尺寸施加电流。 3. 允许样品的温度随着电流的施加而稳定。
4. 如果还没有完成,测量和记录3个带有焊接压接的扣除样品的电压降。测量是在离端子导体压接后边缘75mm±3mm的点上进行的。这3个样品的平均电压降值将在步骤6中使用。(如果样品连接进串联电路,则包括焊接样品和被测样品。)
5. 测量并记录每个样品的电缆测量点B和端子上的点C之间的电压降,就在导体压接的前面。(见图4.5.6.2)。
6. 计算并记录压接到线的电压降:压接电压降等于步骤5中测量的总样品电压降,减去步骤4中测量的3个“扣除”压接样品的平均压降。
注意:只要“B”和“C”测量点是可测量的,并且不干扰本系列中连接的任何其他样品上的测量点,样品可以串联并全部供电。开尾螺栓或端子被压接到被测样品的两端是可接受的方法,将电流串联到2个或更多的端子上,以便使用电压降来验证>6mm2电线的压接过程。同时立即将测试电流串联到所有样本中,将减少设置、测量和环境误差或差异。如果压接有多条线压接,则必须对每条线重复串联电路。
4.5.6.5 接受标准 这是一个测量过程,所以没有验收标准。
4.6 密封塞保持力的应用 4.6.1 目的 本过程提供了一种方法,用于测量绝缘压接在将端子插入连接器孔时,将施加的电缆密封塞保持在正确位置的能力。本节适用于在压接操作中带有电线密封塞的端子。当绝缘压接翼正确地保持密封塞时,它确保密封肋完全插入适用的端子腔中。
注:这一要求是在SAE/USCAR-21修订版3中提出的。对以前版本进行的验证必须通过此测试才能符合此级别。
注:在端子和/或连接器供应商的产品规格或处理手册中发现的任何关于电线密封塞保持和密封塞正确定位的细节都可以用来取代这些要求,但对本节的差异必须记录在测试报告和USCAR21的符合性声明中。
4.6.2 设备 1. 拉力机。
2. 能够测量绝缘压接高度的测量设备。
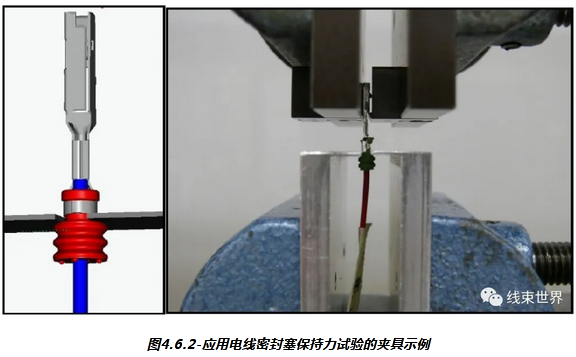
3. 测试夹具被设计以适应端子绝缘压接与电线密封塞的第一个加强筋之间。测试夹具的设计必须提供足够的表面积来约束密封塞加强筋,同时防止对密封塞颈部区域的过度压力。测试夹具/装置的示例如图4.6.2所示。
请注意,夹具必须与被测试的密封塞尺寸相匹配。夹具必须足够大,以防止加强筋通过,但松散到不撕裂颈部区域。
4.6.3 样品 至少需要10个样品进行测试,按照最大计划的ICH对端子/密封塞/电线组合压接样品。应注意确保电缆密封按4.2.5正确定位。
4.6.4 步骤 1. 测量并记录每个样品的绝缘压接高度。
2. 将测试样本插入保持夹具中,如图4.6.2所示。夹具必须将施加的电缆密封塞保持在适当的位置,而端子被拉出电线密封塞颈部区域。必须避免对密封颈部区域的过度压力,因为这会导致不准确的结果。
3. 记录装夹方法。如果测试使用新的夹具,请在测试报告中包含测试设置的照片。
4. 测量并记录每个样品将端子从电线密封塞的颈部区域拉出的力(N)。力必须在轴向施加,速度为50mm/min±5mm/min。
5. 报告目视检查的任何观察结果。
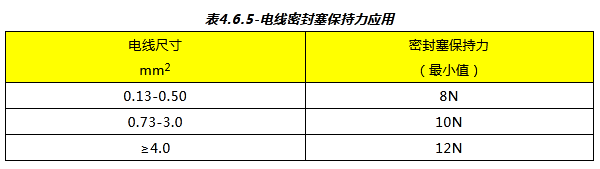
4.6.5 接受标准 将端子拉出密封颈所需的力必须满足表4.6.5所示的力。注:根据表4.6.5失败但被证明具有比密封在其配套连接器腔中的相应插入力更高的保留力的样品符合本节的意图,预计请求OEM客户将接受较小的值。但是,USCAR-21一致性要求满足表值。
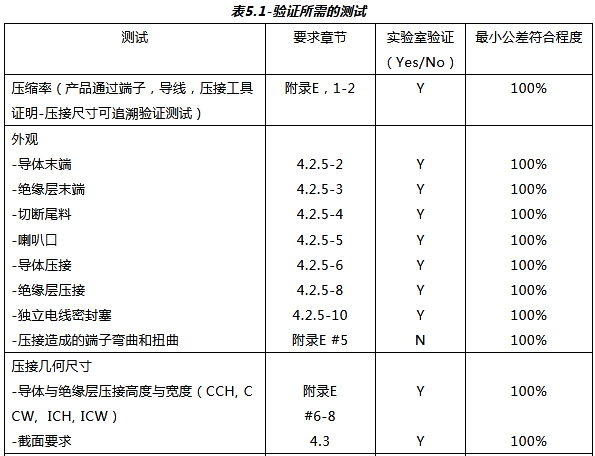
5. 压接的端子的验证要求 5.1 验证测试要求 5.1.1 执行表5.1中列出的验证要求,并符合接受标准,以证明符合USCAR-21。
注:根据标准汽车PPAP程序,这个标准中的用于生产验证的电缆,端子和压接工具组合没有再次验证的话,可能不变。
5.2 客户批准 建议客户有对压接有一个评估和批准程序,不必符合USCAR21的所有部分,但基于工程研究与实际经验也可被认为是可接受的。这些批准是在特定的客户和供应商之间进行的,因此一个客户的批准并不意味着满足USCAR-21。与本规范要求的任何差异必须有文件显示USCAR-21的哪些部分没有满足。这种情况下最常见的情况是满足电气性能和拉力值,但截面略有不符合4.3.5章节
5.3 引用验证 5.3.1 目的 参考[REF]方法可用于声称USCAR-21符合已验证的相同部件/条件。两种情况通常适用于: 1. 一个压接者希望遵循端子制造商USCAR-21验证过的规范,而不是独自验证压接。 2. 一个压接者识别一个案例,这个案例建议的端子,电缆,工具和工艺规格是相同的,并可以证明现有的测试是有代表性的。
5.3.2 允许使用“等同于”验证的范围 如果需要一份REF验证,则需要基于应用程序与USCAR-21已经验证的另一个应用程序“相同”,且5.3.2的属性必须全部确认为相同。 “等同于”被定义为具有下列相同的属性: ●端子材料终厚度。
●材料(合金和回火)。
●端子镀层
●端子导体压接翼尺寸与特征[加强筋等]
●绝缘外径
●导体股丝,材料,压缩和横截面积。例外:超过80股的线缆在股丝计数中可偏离±3%,并被认为是相同的。注:“等同于”不允许将给定的导线尺寸的7股与19股结构称为相同;它们是不同的导线,用户已发现了不同的测试结果。具有相同尺寸名称的SAE、ISO和JIS导线类型具有不同的导体芯线截面积,也必须作为单独的导线尺寸进行验证。
5.3.3 芯线相似但绝缘层不一样的引用验证 具有相同导体芯结构的电缆,但绝缘上的差异可以被认为是导体压接验证的“相同”。然而,绝缘压接必须根据适用的截面要求进行验证(截面参考4.3.5-3,应用的密封塞保持力参考4.6)。
5.3.4 (已删除) 注:在以前的版本中,5.3.4允许在高功率端子的特定情况下使用“早期电气验证(PEV)”方法进行批准。这是一个非常具体的排除,它只有在本规范的早期才有用。早期版本已经不再被允许使用。截至修订版本3,以前的验证不能使用。任何供应商要求的差异应联系并获得其OEM客户的批准。
附录A-端子压接翼设计推荐 a. 电线载荷:没有首选的方法来分组电线,以便他们可以共享一个共同的端子设计。任何分组策略(电线负载计划)都是可以接受的。USCAR-12有压接设计要求,端子必须遵循这个要求,这将有助于确定一个特定端子的首选电线载荷。
b. 端子压接翼工程开发指南 以下指南仅用于协助通过本规范的要求。它们是基于端子供应商以前的经验: 1. 端子供应商确定双应用端子。
2. 芯线压接翼具有打破氧化物和尽量减少电线股丝移动的特点,将提供更好的电气效果。尖角的锯齿(serrations)是首选。
3. 镀锡或镀银是典型车辆寿命(15年/150K)的最佳设计。EWCAP-001说明了USCAR(https://uscar.org)推荐的镀层。要小心芯线压接翼中标明镍、不锈钢或金,因为使用这些材料已被证明会导致高压接电阻。镀镍高温线也可能不能通过这项电气测试,并可能需要基于电路应用灵敏度(即O2 传感器电路) 具体改变验收标准。
4. 通过使用同类合金、在弹性部件和接触壁使用回火的技术可以获得15年/150K英里的最佳产品生命周期。这要求压接翼在时间和温度的影响下保持正常的力。也要求在车辆生命周期内,压接翼能提供足够的力抵挡因运动和受力造成压接翼松开。
5. 翼展宽度应该设计成能使压接范围内芯线形成均匀分布。这对最佳电气的芯线接触、拉力和顺畅使用压力监控是有必要的。
6. 压接电性能需与连接器测试分开测试。这样做是为了确保低的和稳定的毫欧接受标准可以检测出压接过程丢失的股丝。符合本标准的压接必须能够通过USCAR的连接器测试。.
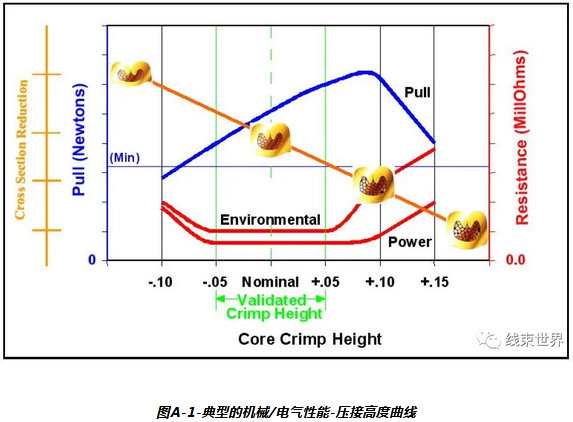
7. 拉力测试必须只用于确定机械强度,而不能代表好的电气性能。通常最佳的电气性能位于拉力-压接高度曲线(参考图A-1)偏紧的那一边。过高的和过低的压缩比例都能导致差的电气性能或差的机械性能。
8. 绝缘压接几何优先选用传统的“F”或“B”型压接。叠包结构端子、对角斜切交错的压接翼或平头对接的压接翼也可以选用,但选用这些结构可能对压接过程一些条件非常敏感。对于厚壁线、普通壁线、薄壁线及超薄壁线,通常最佳的办法是设计不同的压接翼。
9. 在可能的情况下,压接翼应该是为欧洲、美国和/或亚洲电缆结构设计。 注:不是所有叫相同线径名称的导线都具有相同的截面积。SAE,ISO,JIS,DIN等线种可能有相同的线径但实际截面积却各不相同。针对一种导线标准开发和验证的端子/导线压接连接不能用于批准该种端子和其它标准的导线的连接。例如:用XXX端子压接SAE 0.5 mm2 导线验证的尺寸不能用于XXX端子和JIS 0.5 mm2 导线或ISO 0.5 mm2 导线。即便具有相同的名义截面积,从一种导线标准的导线构造转换到另一种导线标准的导线构造时,仍需要重新进行压接验证。例如:SAE 0.5 mm2(0.508 mm2 min)就和ISO0.5 mm2(0.4647 mm2 min通过最大电阻要求计算)截面积不同。 10. 典型的机械/电气性能-压接高度曲线如图A-1。
附录 B-定义
批准人Authorized Person: 负责释放给定零件用于生产和/或测试该零件的最终权力的人。
导线Cable: 由几股电线(导体)及其绝缘层覆盖组成的组件,按特定的电缆规格制造。
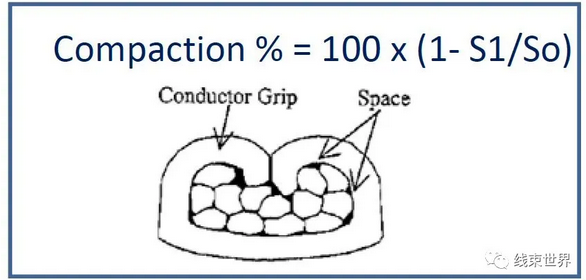
压缩比Compaction: 端子与电缆导体结合的截面积因端子压接到导体上而减少。
导体(芯线)Conductor (Core): 电缆的一部分,具有携带电流的特定功能。
导体(芯线)压接区特征Conductor (Core) Crimp Features: 芯线压接翼形状,如凹槽或凸起,该设计是为了提高端子和导体间的电气连接。
芯线截面积Core Cross-sectional area: 股丝数量X每根股丝的截面积。
压接Crimp: (名词)端子与电缆之间的连接,通过使压接翼变形,用他们包裹电线,以创造一种永久电气和/或机械接触
(动词)通过使用模具刀片弯曲端子压接翼,使之包裹芯线和(或)电线绝缘层,从而起到让导线和端子连接结果的过程。
压接连接Crimping: 一种导线和端子的连接方式,该方式通过压接模具零件使端子压接翼弯曲包裹芯线和/或电线绝缘层来连接
压接力Crimping Force: 在压接过程中,在压接模具上使端子翼发生变形包裹在完成剥头的芯线上的力。
纯压接Crimp Only: 一种应用,用于将端子连接到电线的唯一方法是端子压接。没有使用其他锡焊、焊接或其他端部连接技术。
待扣除Deduct: 一个代理焊锡压接的额外的端子与电线样品。从测试样品中减去“扣除”样品的电阻,以从测量的电阻中去除端子和导线的本体电阻。
设计验证Design Validation: 用于证明符合设计意图的测试。制造过程需清楚压接设计参数,并在生产中维护它们。 压接Grip: 早期版本使用,意思是压接的名词。该术语本版本不再使用。
绝缘层Insulation: 导线的一部分,这部分用于将芯线和外部环境进行电气隔绝。塑线压接翼的作用是为了限制导线运动对芯线压接的影响,并释放导线运动对芯线压接产生的应力。
低能级Low Energy: 开路电压在5 V或更低时的应用。选择这个定义是为了便于选择基于电子电路应用的可接受的测试类型。
低阻抗Low Impedance: 具有非常电阻敏感电路的应用。这些可能需要镀锡电线股丝,而不是裸铜,以满足车辆的可靠性目标。
高能级Power: 开路电压大于5V时的应用。典型应用为车灯、电阻、马达或继电器回路。电流大小可能从毫安到整个导线满负荷。
过程验证Process Validation: 过程验证目的在生产过程部分,用于证明过程能力满足标准。.
特殊应用Special Applications: 本标准范围以外的应用,必须有满足其他标准的详细规定。
单丝Strand: 导体中的单根电线之一。
压接翼Wings: 端子用于包裹导体股丝或塑线绝缘层的部分,以获得好的电气/机械性能。
附录C-使用的缩写 AIAG 汽车工业行动小组。AIAG联系地址:26200 Lahser 路,200号,南座,密歇根斯48033 – 7100。电话:(248) 358-3570。Automotive Industry Action Group. Contact at AIAG, 26200 Lahser Rd.Suite 200, Southfield, Michigan 48033-7100. Phone (248) 358-3570. CCH 导体压接高度Conductor Crimp Height CCW 导体压接宽度Conductor Crimp Width CUS 塑线进入芯线Compound Under Strands DMM 数显万用表Digital Multimeter DVP&R 设计验证计划和报告DesignVerification Plan and Report ECC 电流循环测试的缩写,见第4.5.1节(也意味着基于高能级应用的测试电流和测量电压降的电阻计算)An abbreviation for “Electrical Current Cycling” Test, 4.5.1 (alsoimplies calculation of resistance based upon test current and measuredmillivolt drop for Power applications). ENV 环境测试-加速老化测试的缩写,见第4.5.2节“Environmentally Tested” – An abbreviation for “AcceleratedEnvironmental” Test. 4.5.2 EWCAP 电线组件应用合作伙伴关系。USCAR,LLC旗下组织之一。ElectricalWiring Component Applications Partnership. One of several consortia underUSCAR, LLC. FMEA 失效模式和影响分析FailureMode and Effects Analysis FMVSS 联邦机动车辆安全标准FederalMotor Vehicle Safety Standard FS 满刻度Full Scale IACS 国际退火铜标准InternationalAnnealed Copper Standard ICH 绝缘层压接高度InsulationCrimp Height ICW 绝缘层压接宽度InsulationCrimp Width IDC 塑线刺破连接。该连接的含义是导线不剥头,而通过采用端子突出部刺入导线塑线方式形成导通的连接方法。Insulation Displacement Connection. A means of attaching a terminalto a conductor where projections on the terminal pierce the conductorinsulation to make electrical contact without removing insulation mA 毫安表Milliamp mVD 电压降表Millivolt Drop MVSS 机动车安全标准Motor Vehicle Safety Standard PEV 以前版本电性能验证的缩写(也意味着基于高能级应用的测试电流和测量电压降的电阻计算)An abbreviation for “Previous Electrical Validation” (also impliescalculation of resistance based upon test current and measured millivolt dropfor Power applications). PPAP 生产件批准程序ProductionPart Approval Process RH 相对湿度Relative Humidity TUT 被测端子Terminal Under Test USCAR, LLC 美国汽车研究委员会。USCAR是克莱斯勒(Chrysler Group LLC),福特汽车公司和通用汽车(GeneralMotors) 的汽车技术公司合作公司。United States Council for AutomotiveResearch. USCAR is the collaborative automotive technology company for ChryslerGroup LLC, Ford Motor Company and General Motors.
附录 D-电阻公式参考资料 4.5.2.5节的公式和表格已经在汽车压接测试领域成功地运用了很多年。下列是一些参考文献,给出了如何推导出该公式。请注意术语“(ρ1+ρ2)/2d”等于理论压接电阻,该电阻基于几何外形(导线截面积)和端子和导线的平均电阻系数。
1) Whitley, J., and Malucci, R. Contact ResistanceFailure Criteria. Proceedings Holm Conference on Electrical Contacts, 1978.
2) Malucci, R., Stability and Contact Resistance FailureCriteria. Transactions on Components and Packaging Technolo-gies, IEEE (Volume29, Issue 2).
附录E-压接过程开发和几何尺寸确定 压接过程开发中的关键组件和变量从收集特定的端子、压接工具和电缆尺寸开始,包括(但不一定限于)以下列表。这些压接参数应由特定的电缆、端子和压接工具标识唯一地控制。
• 端子厚度 • 压接翼长度和宽度 • 压接翼特征(加强筋、客槽、印花等) • 合金和回火(屈服强度) • 压接翼镀层类型(镀锡、银等) • 导线中股丝数量 • 单根股丝的直径 • 股丝镀层 • 股丝合金和伸长率(铜,冷拉铜,退火铜等) • 压接工具内部尺寸 o 顶部圆弧或半径 o 顶部圆弧圆心距 o 导向面倾角 o 下刀圆弧半径 o 下刀宽度 o 下刀平台 o 刀片零件硬度、抛光、镀层等
1. 适当的压接尺寸可以用压缩分析来估计。压缩率可以用方程E1来估计。 S1: 在压接之后,端子导体封闭的截面积,包含图示中股丝的空袭 S0: 电线导体的截面积(与UACAR21 版本3 中的“Ac”一样)
公式E1-压缩率计算公式 2. 好的导体和端子的压缩比从15%到20%开始。本标准要求三档连续的压接高度都通过电气性能和机械性能测试。在该压缩比范围内的样品最容易通过这些测试。
3. 压接质量与压缩率相关并受到压接刀片尺寸、端子压接翼、导线截面积影响。因此,记录导线实际生产使用的截面积并使其与在压接验证的设计所用的截面积一致是非常重要的。压缩率在生产过程中通过端子、电缆和压接工具尺寸来验证的,通常由特定的模具零件编号来控制。
4. 同样的计算方法可以计算出其他的一些有用信息,包括压接的外形比例和刀片的间隙。按该压缩率范围进行压接将导致端子在芯线压接翼方面轻微地向上弯曲,该影响应该通过压接模具作用抵消,以确保良好的连接器匹配。线束供应商的产品工程需确定(允许的)最大端子弯曲角度和扭转角度。
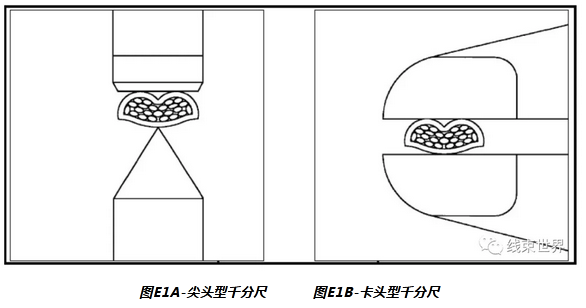
5. 芯线压接高度(CCH) 每一端子和不同线径导线压接都要定义压接高度(图E1A 与E1B)。芯线压接的标称压接高度和公差需在考虑到端子压接翼、材料、导线尺寸等在公差范围变化时,能确保导线变形充分。压接高度的测量点在压接区域的中部见图4.3.4-3:图E1A和E1B显示用“尖头”和“卡头”千分尺能有效测量正确的压接高度。该图也标注出了所需的接触点。 压缩比例和芯线压接高度强列相关,该相关特性使测量压接高度被作为连续生产监控的指标。
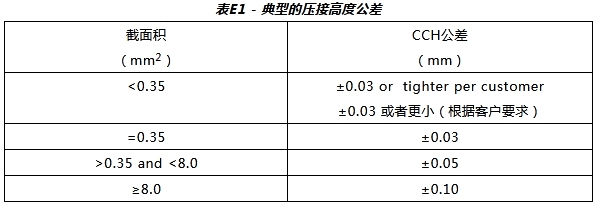
芯线压接高度公差由线径决定,其通用值如表E1:
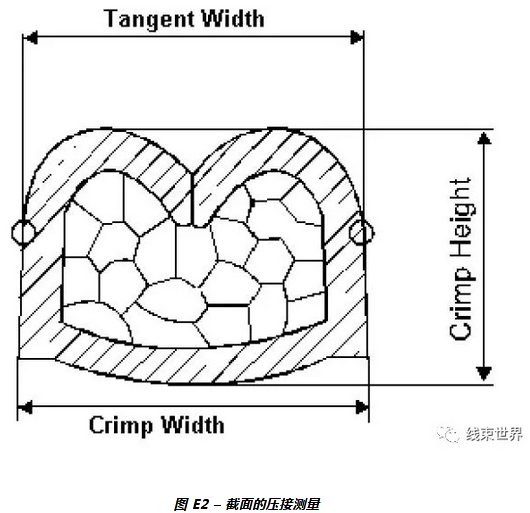
6. 导体压接宽度(CCW) 导体压接宽度是指压接区最宽处的值,由实际测量获得。建议压接宽度公差为± 0.10 mm 。
切点宽度(图E2)由压接刀片决定,其定义是两个卷曲圆弧垂直延申线交点的距离。切点宽度由点定义,对于相同的端子和相同的压接配置不用考虑导线的应用该值都一样。如果需要清楚的记录,它可以作为一种替代的方式来定义压接宽度,
7. 绝缘层压接高度和宽度:(ICH,ICW) 绝缘层压接高度和宽度由端子和导线尺寸决定,该值的确定基于第4.6节的密封塞保持拉力的要求和第5节列出的其他要求。
8. 剥皮长度: 芯线压接翼长度和剥皮长度,如图4.2.5g所示,必须匹配。剥皮长度由导体末端(辫刷)要求决定。见第4.2.5-2节和4.2.5-3节。
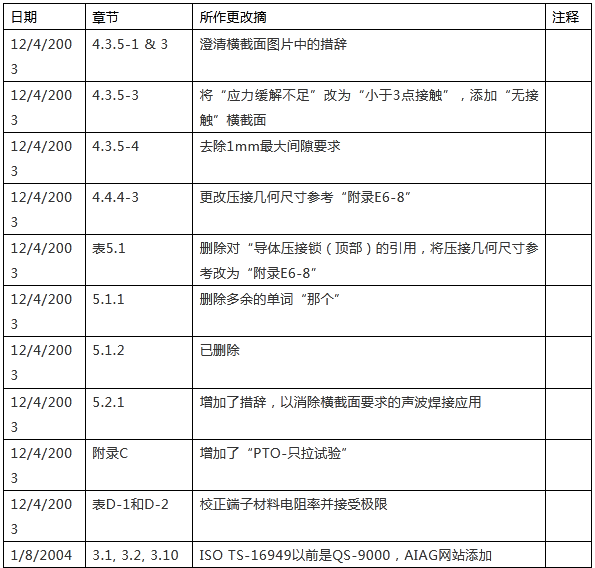
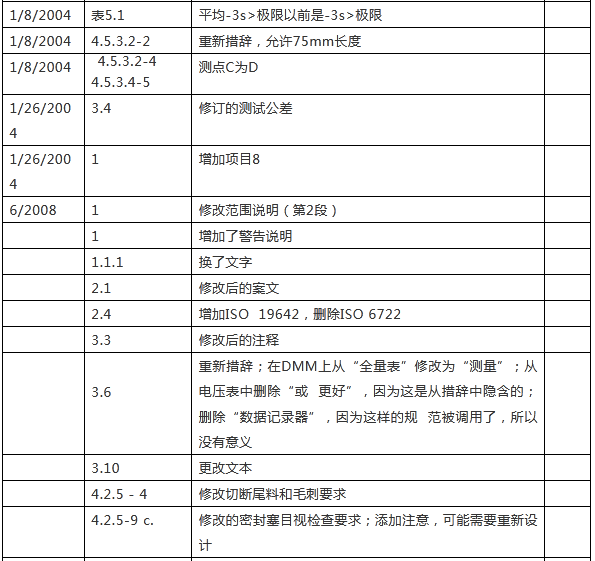
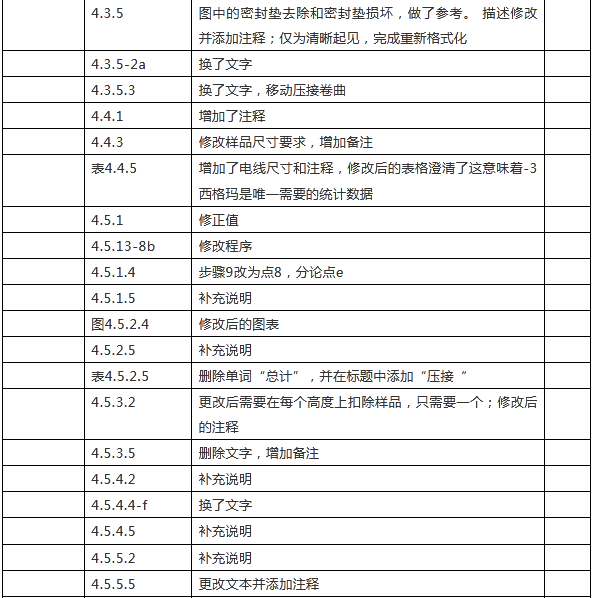
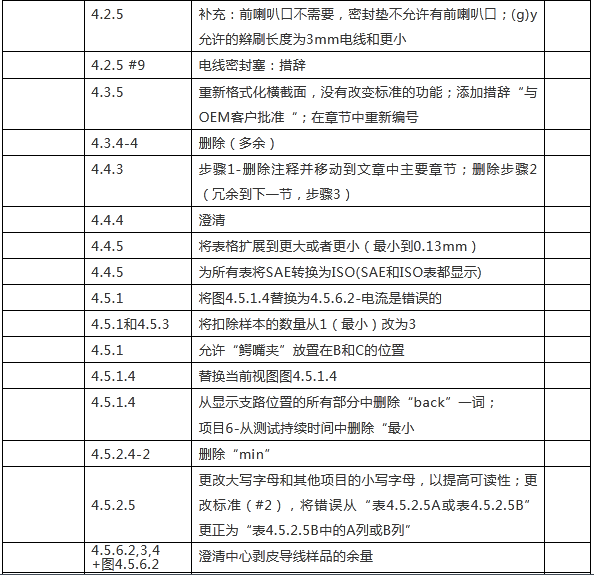
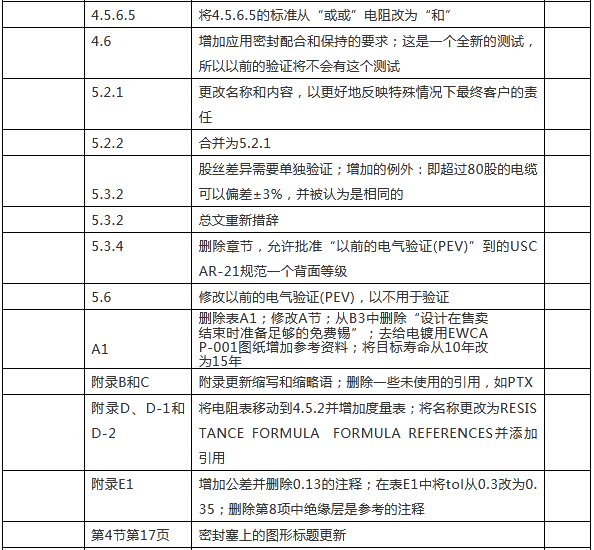
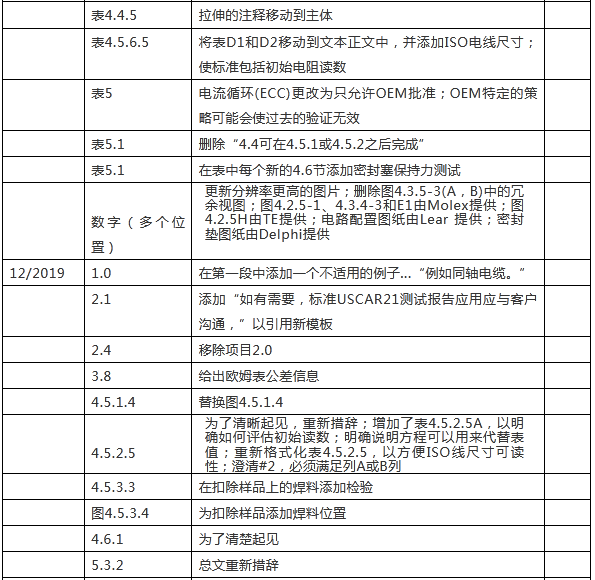
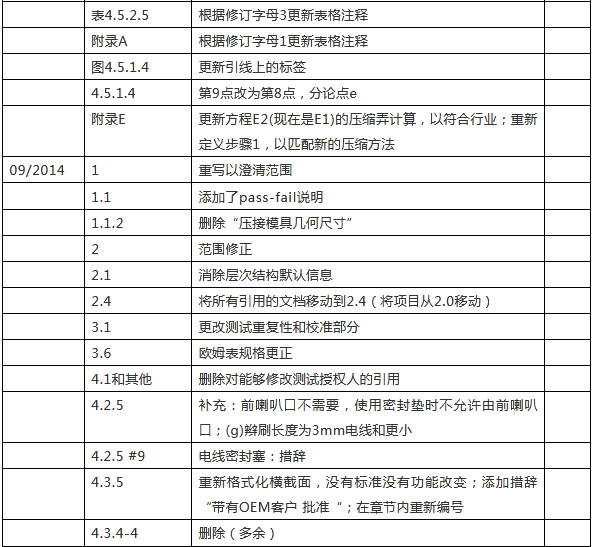
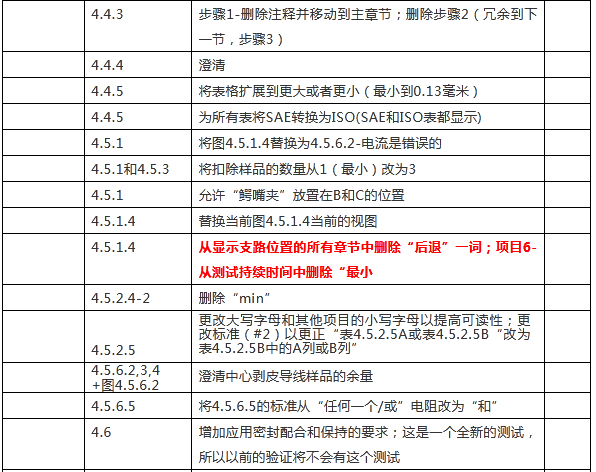
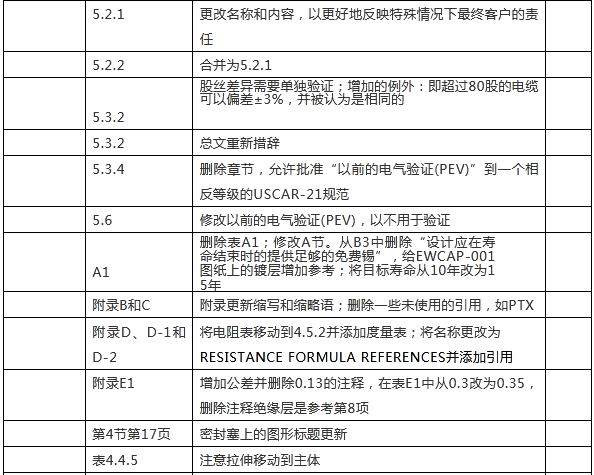
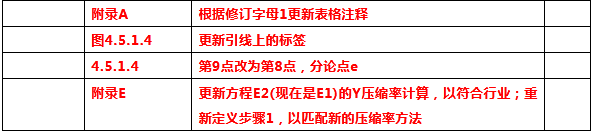
附录 F – 修订 本标准由USCAR/EWCAP在2002.5.13批准。从那时起的任何修订都已经加入本规范。修订情况记录如下:
| 

 站点统计 Archiver 手机版 小黑屋 5A汽车线束网
苏ICP备14046383号-1 Discuz! X3.5 Powered by © 2001-2013 Comsenz Inc.
站点统计 Archiver 手机版 小黑屋 5A汽车线束网
苏ICP备14046383号-1 Discuz! X3.5 Powered by © 2001-2013 Comsenz Inc. 

 发表于 2022-11-5 21:17:32
发表于 2022-11-5 21:17:32