|
汽车产量不断攀升,但随之而来的汽车召回数量屡创新高。数据显示,仅2020 年我国汽车召回总量达到了678.2×104 辆,召回的主要原因是发动机、制动系、电气设备缺陷、气囊和安全带缺陷。这些安全相关的系统由管路连接和线束连接等方法连接而成,连接质量的好坏与汽车行驶的安全性、可靠性有着密切的关系。因制造原因召回137 次,涉及车辆420.8×104 辆(占比62.0%),为了减少制造过程中的质量问题,本文对涉及到线束管路装配进行了种类分类和失效模式及其关键装配要素总结,并且在新项目实施了1种线束管路验证的方法。
汽车上的线束管路装配易发生质量问题,且在目前的汽车总装生产过程中难以发现,探究其深层次的原因,不难发现涉及到线束管路的装配问题频发有以下4个问题。
a.作业指导书(SMP)细节描述不够,操作要点不够具体,仅靠操作工和班长的经验积累来避免问题,在人员流失的情况下会影响整体装配质量的稳定性; b.一旦后续环节反馈的问题滞后较长,操作工已经形成了错误的习惯,容易变成批量质量问题甚至会引发召回; c.总装生产环节仅靠加注和电检来发现短时间影响功能的问题,但是对于汽车长期运行(如管线干涉、走向错误)才会发生的问题无法进行规避和检查; d.线束管路往往在大量的覆盖件内部,常规的顾客之声质量考核(Voice Of Customer Audit,VO⁃CA)/PAF目视化质量检查无法发现。 针对这些问题,车间组织对汽车线束管路装配的验证和优化以提升车间乃至公司在汽车线束管路装配的整体质量表现。
线束管路分类线束是汽车的神经系统,用于动力和信号的传输和分配。一般由开制的导线、连接塑件、金属端子、胶带和其它定位件、保护件等组成。
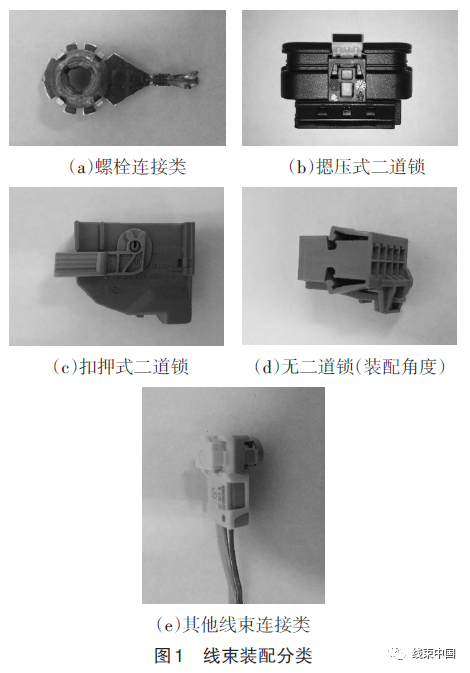
为了实现稳定可靠的信号传输和电流传输,在整车装配过程中,涉及到的线束装配根据装配形式可分为5类:
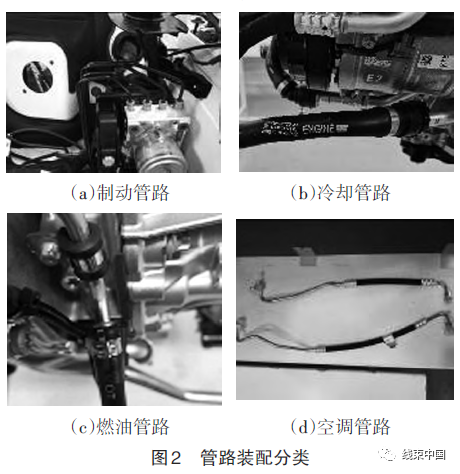
一是螺栓连接类,使用螺纹连接来进行线束连接,使用电池扳手或EC 工具进行紧固,通常用于地线连接; 二是摁压式二道锁,完成线束插接之后,需要对二道锁进行摁压操作,确保锁止到位,是线束连接非常通用的形式; 三是扣押式二道锁,完成线束插接之后,需要对二道锁进行扣压操作,将U 型二道锁扣至锁止位置,为线束连接非常通用的形式; 四是无二道锁(装配角度),完成线束插接之后,无需进行二道锁操作,通常具有弹性锁孔或倒钩,较多用于针数较少、线束较密的插接,如前后SAM、通道箱插头等; 其他线束连接类包括按钮式二道锁、屏蔽线/天线、翻转式二道锁、旋转式二道锁,如图1所示。 管路是指连接各个功能件的软管、硬管,其作用是在各功能件之间传递各种介质(油液、冷却液和气体等),从而保证部件实现其应有的功能,使整车能够安全平稳地驾驶,装配管路主要涉及到4大管路系统插接,一是制动管路,流通制动液和传递制动压力的管路(大多数为硬管),通常采用螺纹连接;二是冷却管路,流通冷却液的橡胶(软)管路,通常采用快插接口;三是燃油管路,流通燃油的管路,通常采用Caillau 卡箍(特制)接口;四是空调管路,流通空调液的管路,通常采用螺纹连接,如图2所示。
线束管路验证3.1 汽车线束管路验证定义
根据新车型导入和投产爬坡流程,结合项目试装各阶段的质量要求(尤其为客户车要求),第1阶段为生产培训阶段验证,由总装车间工程师拉动相应产品工程师、生产规划工程师、质量工程师、发动机工程师以及工段等就整车线束管路的装配进行验证,总结序列化生产中的缺陷问题、历史质量问题,细化工艺描述和要求,同时也起到对一线操作工的经验输入和培训,提高工艺过程稳定性,这属于生产组织的自发验证。 第2 阶段为量产条件下对成品车的装配状态进行验证,同样也联合相应产品工程师、质量工程师、总装车间工程师、发动机工程师和工段等就整车管路、线束的装配进行试装车拆车分析,通常要从线束管路布置的走向、基本间隙、防振、防水、防磨、固定、NVH、安装维护和接插件的有效性等方面进行全面评估,全面提高线束管路的质量表现。
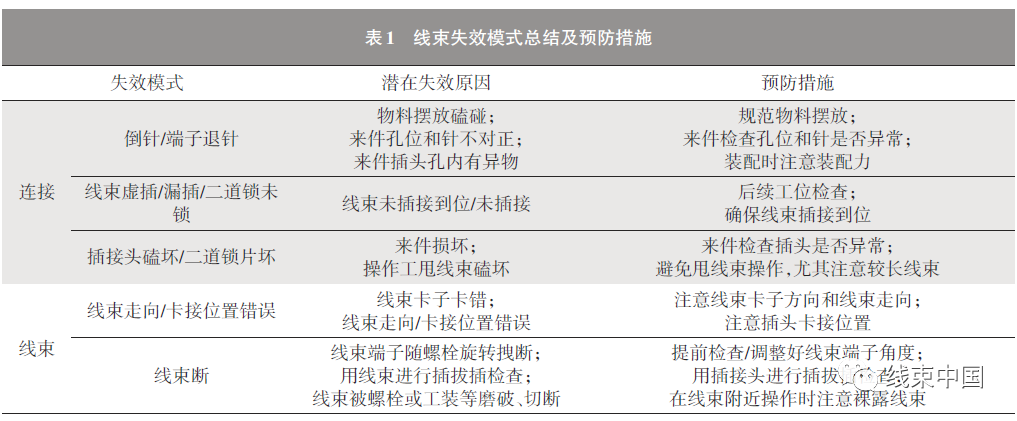
3.2 汽车线束管路验证定义 目前的国家标准或者汽车行业标准还未发布统一的整车线束管路布置标准或者指导性文件,所以各个主机厂根据自身的车型设计经验,积累的生产经验教训,结合具体的工艺要求,形成了各自的企业内部文件用以指导整车线束管路布置和开展各类线束管路一致性的验证。用于验证的主要参考标准文件为3D数模图、工艺文件和线束管路装配指导书。 根据之前积累的制造经验,目前车间的线束管路装配指导书对线束总结了5种失效模式,对管路总结了6种失效模式,并对其装配要点进行了总结和归纳,如表1、表2所示。
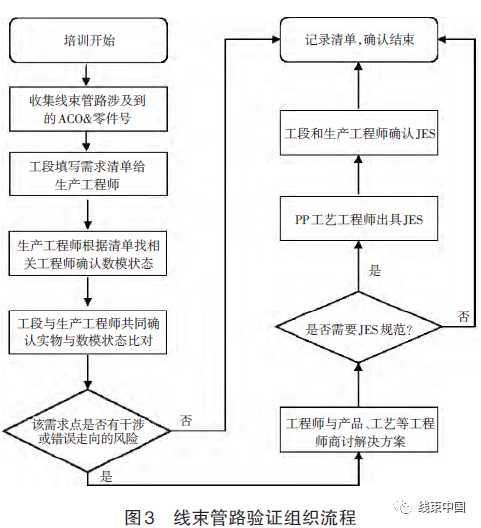
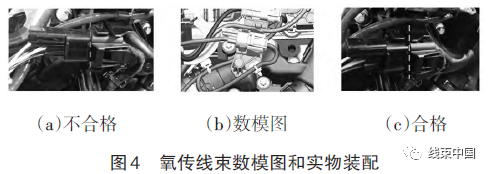
3.3 线束管路装配总装验证-提高工艺过程稳定性 基于这些分类和失效模式,在总装车间内组织了对所有线束管路装配操作的验证工作,主要验证线束管路实物是否符合数模图状态,是否存在发生干涉、走向错误的问题,细化工艺描述,由于车间工艺的限制,1条完成的管路或线束往往也在不同的工位装配,基于此,对验证流程做如下优化:以具体装配工艺为基准(即1个对应线束管路的AVO号),核对装配后的数模图状态与实物图状态,确保工艺过程后的产品一致性,识别装配风险点,形成装配要点并出具作业元素表(Job Element Sheet,JES)文件进行控制,并且在这一过程中,工段也参与,参与的过程实现了对班长和操作工的培训,从文件和培训2个方面进行了改善,车间组织评估验证的流程如图3所示。 以氧传线束插头装配为例,逐一排查AVO 号(装配步骤)的过程中,通过对比数模图和实物装配状态发现,在总装车间卡接氧传线束插头时,卡接位置出现错误,如图4所示。 纠正了总装装配位置后,该问题依然发生,对该卡槽的尺寸进行测量,标准为18 mm,实际测量值为22.32 mm,且发现发动机来件该传感器插头母端装配位置错误,由于此原因,导致卡槽尺寸变大,后续即使装配位置正确,也会导致该装配处于易松脱状态,从而确定原因(2 处装配位置错误),发动机工厂和总装双方出具JES,规定装配位置,同时培训操作工执行正确的装配位置,问题得到解决。 在类似的工作基础上,全车间做了线束管路装配对应的验证和优化工作,最终针对线束问题识别了267个风险点,制作了157个JES,针对管路问题识别了72个风险点,并制作了40个JES,在识别工作过程当中,操作工得到了培训,纠正了错误习惯,大大提高了工艺成熟度和现场工艺执行情况,如图5所示。
3.4 线束管路装配拆车验证-提高质量表现 在新车型导入过程中,随着产线上的试装和投产爬坡,在初期识别、解决并纠正线束管路装配的错误就显得尤为重要,一旦错误的装配习惯形成会在后期形成较大的质量隐患,且通常线束管路的问题是常规目视考核方法无法检查的,质量部门联合研发部门和总装车间对试装车的拆解验证来考核线束管路装配状态,将汽车的四门、行李箱、ABCD柱、顶衬、方向盘、地毯、仪表台、机舱、前后桥逐一进行拆除,在尽量不影响原装配状态的情况下记录、分析、解决问题,问题发现后现场初步澄清责任人,问题清单和报告1 周内完成发布(以PPT 和Excel 的形式发出),对于关键问题,在8D 在系统中追踪短期措施、长期措施、落实JES,问题解决存在争议的问题和重点问题将升级到高级别质量会议进行追踪和决议。对于发现问题存在标准如下: a.线束管路拆解验证后不得出现压痕,产生压痕则表示有压线问题,问题严重度高; b.线束管路不能与其他线束管路、金属边缘、焊点、毛刺、PVC 胶等产生干涉,如果干涉无法避免,则需增加保护套或分离管夹; c.管线装配走向顺畅且符合数模图,不能扭转或扭曲; d.线束裸露部分(无保护套)长度≤30 mm; e.线束管路卡子卡止位置和方向正确,卡止到位,确保线束管路走向; f.线束胶带和扎带须移除,无残留; g.地线最终角度线束端子与线束不能形成锐角( 通过3轮的拆车验证,发现的线束管路问题总计达到了100个,其中只能通过拆车验证发现的问题数为87个,占到了问题发现数的87%,通过传统的VoCA目视化考核,对线束管路问题仅能发现很少的一部分问题,因为大部分线束管路都处在整车的内部结构中,仅通过外界目视化检查,发现的问题十分有限,所以线束管路装配验证须采取拆车手段来进行。 通过3 轮拆车验证过程可以看出线束管路问题的发现在逐步减少(图6),从PT1a 试装阶段到PT2阶段问题数降低86%,证明总装对线束管路的装配经验在逐步提高,质量问题在不断减少,问题的解决过程中也优化了工艺文件,编写JES形成文件沉淀和积累,辅以培训等手段也可以有效提高新车型在投产以后的质量水平。 通过线束管路的车间组织自验证和拆车验证之后,在某一新车型投产试装过程中识别出以前未总结的失效模式和装配要点(表4),结合之前的线束管路经验总结,制作了线束管路装配指导手册,发布到全车间以提升全车间在线束管路相关的质量意识和装配水平。
结束语以汽车线束管路的装配为研究对象,总结了线束管路的种类和失效模式,并以此为基础组织提出了整车线束管路装配的验证方法并在新车型试装投产过程中进行了应用和验证,第1阶段在生产培训过程中基于过程工艺的逐步验证,提升了操作工的装配技能和质量意识,提高了工艺成熟度和过程稳定性,第2阶段对序列化试装的成品车组织了拆车来对线束管路的装配问题进行验证,对于发现的质量问题进行解决,3轮拆车验证发现质量问题数降低86%,证明该验证方法有效改善了总装车间对于线束管路装配的质量表现。
| 

 站点统计 Archiver 手机版 小黑屋 5A汽车线束网
苏ICP备14046383号-1 Discuz! X3.5 Powered by © 2001-2013 Comsenz Inc.
站点统计 Archiver 手机版 小黑屋 5A汽车线束网
苏ICP备14046383号-1 Discuz! X3.5 Powered by © 2001-2013 Comsenz Inc. 

 发表于 2022-11-29 10:18:18
发表于 2022-11-29 10:18:18